



西門子數控系統在數控纏繞機中的應用
2024-4-17 來源:天水星火機床有限責任公司 作者:孟子為
【摘要】本文主要介紹了西門子數控系統在數控纏繞機中的應用。隨著新技術新材料的發展,纏繞技術在軍工航天領域應用非常廣泛,本文介紹的OEM開發界面,目的在于提高工作效率及工作精度,降低操作者的操作失誤,提高纏繞機自動化水平。
隨著國民經濟的快速發展,新材料、新技術的不斷推進,纏繞技術在航空航天領域發展很快。數控纏繞機床是筒形、球形、錐形、異形和異形截面制件的專用設備,是目前使用玻璃纖維、碳纖維等多種纖維進行螺旋、環形、組合線型的濕法或干法纏繞的設備,自動化程度高。這就要求我們的控制技術也要迅速提升,在數控纏繞機中選用西門子840Dsl系統,進行二次開發,提高數控纏繞機的自動化水平,提高控制精度,提高工作效率。
1.數控纏繞機概述
纏繞成型工藝是將浸過樹脂膠液的連續纖維(或布帶、預浸紗)按照一定規律纏繞到芯模上,然后經固化、脫模,獲得制品。根據纖維纏繞成型時樹脂基體的物理化學狀態不同,分為干法纏繞、濕法纏繞和半干法纏繞三種。
纖維纏繞成型的優點 :
(1)能夠按產品的受力狀況設計纏繞規律,能充分發揮纖維的強度。
(2)重量輕:一般來講,纖維纏繞壓力容器與同體積、同壓力的鋼質容器相比,重量可減輕40%~60%。
(3)可靠性高:纖維纏繞制品易實現機械化和自動化生產,工藝條件確定后,纏出來的產品質量穩定,精確。
(4)生產效率高:采用機械化或自動化生產,需要操作工人少,纏繞速度快(240m/min),故勞動生產率高。
(5)成本低:在同一產品上,可合理配選若干種材料(包括樹脂、纖維和內襯),使其再復合,達到最佳的經濟效果。
2.數控纏繞機結構示意圖及簡介
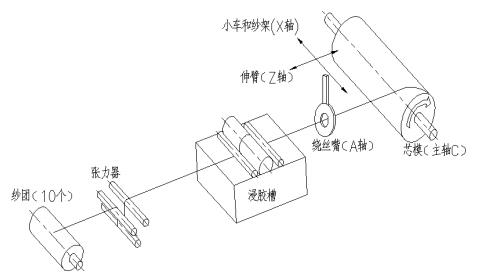
數控纏繞機床為單工位四軸聯動纏繞機,主要由控制系統、主機、小車和紗架、纏繞軟件組成,小車和紗架可在導軌上縱向移動。4個聯動軸:主軸旋轉軸(C),小車和紗架移動軸(X),伸臂移動軸(Z),繞絲嘴回轉軸(A)。主軸(C)使芯模做回轉運動,小車和紗架移動軸(X)使絲嘴沿芯模軸向做往復運動,伸臂移動軸(Z)使絲嘴沿芯模做徑向運動,繞絲嘴回轉軸(A)使絲嘴繞伸臂軸轉動。其中X和Z軸為直線軸,C和A軸為旋轉軸。
紗架平臺為承載紗架和初張力裝置的焊接部件,同時作為運動軸,與纏繞平臺同步運動。紗架系統內總共可安裝10個標準紗團:紗團內徑φ76mm、最大外徑φ200mm、紗團長度280mm,單個紗團最大重量10kg。每團紗配備一個閉環氣電控制張力器,張力能自動檢測調節,同時能夠顯示每團紗的設定值及實時張力值,并能對紗團直徑及出紗速度變化引起的張力波動進行補償,同時對由小車換向等引起的張力波動,由自動收紗裝置進行補償。
張力控制系統采用兩級張力控制:第一級采用氣電結合的電子伺服式張力控制系統;第二級張力控制對出紗處浸完膠后的紗帶,通過歐米伽輪實現第二級張力控制,采用張力傳感器的輸入作為反饋,采用磁粉制動器組成的歐米伽輪作為施力部件,實現閉環控制。
3.數控纏繞機特點功能
數控系統選用西門子840Dsl系統,強大靈活的系統功能,發揮了其獨特的優勢。大扭矩1FT6伺服電機最大靜態扭矩可達175N·m;大功率1PH7伺服電機可提供高于100kW的功率;多軸控制,840Dsl可實現多到31個軸的控制;多軸聯動加工功能;強大的PLC功能,集成了S7-300的復雜功能,控制點多,功能強大的模擬量輸入輸出功能,可以很方便地實現動態監控及組態控制;采用Profinet網絡功能,既減少硬件接線、又使結構簡單清晰化、減少了故障點。靈活的HMI界面擴展功能,可編寫特殊的顯示畫面及工藝畫面;人機對話,監控、保護等功能易于實現。張力控制模擬信號4~20mA輸出到PLC,溫度測量采用鉑銠熱電偶測量(-10℃~ +80℃), 帶信號放大器,模擬信號4~20mA輸出到PLC,紗線速度和纖維長度測量采用旋轉編
碼器測量,編碼器1800脈沖/轉,測速輪周長180mm,5V TTL信號(差動輸出),二路張力測量采用稱重傳感器測量(0~800N), 帶信號放大器,模擬信號4~20mA輸出到PLC,模擬量輸入輸出信號,通過軟件處理可以很方便在OEM界面上顯示和設置,大大提升了纏繞機的自動化水
平。
二次開發專用界面包括實時纏繞數據界面、工藝參數界面、芯模參數界面、張力調整表界面、帶寬調整表界面、線型調整表界面、CAQ系統界面等。
4.纏繞機實時纏繞數據專用界面介紹
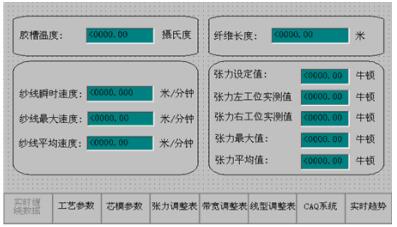
在實時纏繞數據區,可以顯示膠槽溫度、紗線瞬時速度、紗線最大速度、紗線平均速度、纖維長度、張力設定值、張力左工位實測值、張力右工位實測值、張力最大值、張力平均值。其中膠槽溫度、紗線瞬時速度、張力左工位實測值、張力右工位實測值是一直測量的,紗線最大速度、紗線平均速度、纖維長度、張力最大值、張力平均值,是纏繞程序執行后開始測量的。張力設定值是指執行纏繞程序時根據張力調整表得到的當前層的設定值。
5.纏繞機工藝參數設置專用界面介紹
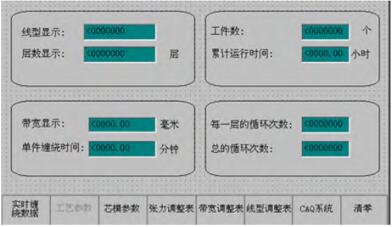
在工藝參數區,可以顯示線型顯示、層數顯示、帶寬顯示、單件纏繞時間、工件數、累計運行時間、每一層的循環次數、總的循環次數。層數顯示是指當前纏繞到哪一層;線型顯示和帶寬顯示,是根據當前纏繞到的層數對應的線型和帶寬;單件纏繞時間是指單個纏繞程序執行的時間;工件數是指執行過的纏繞程序個數之和,也就是總的工件數;累計運行時間是指執行過的纏繞程序的運行時間之和;每一層的循環次數是指當前層的纏繞子程序所循環的次數;總的循環次數是指當前層的纏繞子程序所循環的次數與之前每層的纏繞子程序所循環的次數之和;工件數和累計運行時間在機床斷電和NC復位后會保持住。若需要將工件數和累計運行時間清零,點擊下面的“清零”軟鍵即可。
該軟件適用于纏繞罐體(等開口及不等開口)、管道、球體、錐體、組合體等回轉體及方形制品,纏繞線型適應停留纏繞、環向纏繞、螺旋纏繞、平面纏繞及組合纏繞,測地線和非測地線纏繞,并具有不同線型間自動過渡功能。具備線型仿真功能。能夠計算出纏繞時間、纖維用量等纏繞數據。對于纏繞過程數據可保存到數據庫中,便于導出到系統外,用于事后數據分析。纏繞線型具有后處理功能,處理后生成的纏繞程序格式與西門子控制系統兼容。
6.結語
纏繞機選用了西門子840Dsl系統,利用840Dsl的強大功能,在840Dsl系統OEM開發平臺上二次開發界面,操作者無須編程,只需設置相關的工藝參數,界面直觀適用,操作簡捷方便,故障排除簡單明了,極大地提高了加工效率;工藝參數,包括芯模參數、張力調整表、帶寬調整表、線型調整表,為了方便使用,每一套參數可以保存成文件,同時也可以對保存過的文件進行相應管理,為后續質量分析,設備利用率,提供大數據,是集新工藝、新材料制造技術、自動化控制技術、傳感技術、伺服驅動等技術為一體的自動化設備,值得推廣應用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

