



彎管五軸銑削加工策略應用
2021-10-20 來源:中航光電科技股份有限公司 作者:趙利
彎管是一種特殊的零件,彎管加工分粗加工與精加工,一般精加工常常采用棒糖式刀具,目前市場上主流的編程軟件很少有彎管編程這個模塊,一般都要靠編程人員的加工經驗進行拆分加工,效率低且容易出錯。我公司采用的編程軟件Cimatron E 13.0版本中新增加五軸彎管編程模塊,可快速編制彎管加工程序,使用方便,效率極高,現結合我公司幾種不銹鋼彎管加工實例,簡單介紹一下該編程模塊。
1.零件分析
我公司長加工的彎管結構見圖1所示,材質為不銹鋼,毛坯采用棒料加工。工件角度分為90°與135°兩種,外形兩端直線部分尺寸要求必保,內腔過線要求圓滑過渡,不允許出現尖邊,高點,彎管外形及直線部分采用五軸銑加工完全能夠保證, 關鍵是內腔如何做到光滑過渡,沒有接刀痕。
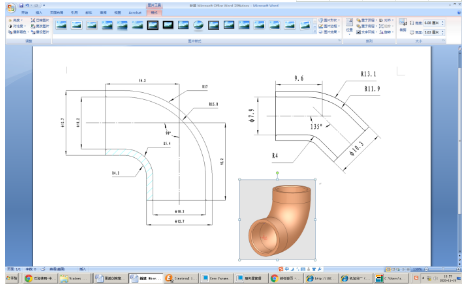
圖 1 彎管結構圖
2.原來的加工方法
最初的加工方法是:外形兩端直線部分五軸定位加工,中間曲面球頭刀加工,分兩次從孔口處開始加工所有內腔,將內腔曲面分割成幾段曲面,能采用三軸加工的盡可能采用三軸銑曲面加工,相交處R采用五軸航空銑,棒糖銑刀加工。加工完外形、內腔以后片掉工件,下道工序以端面定位,調頭裝夾直線部分,銑外形剩余曲面,見圖2所示。
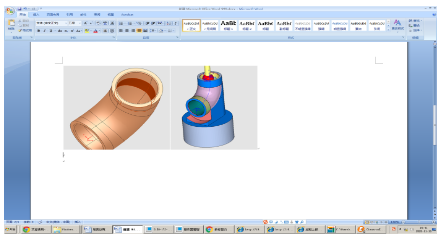
圖 2原來的加工方法
原方法存在的問題:
(1)編程困難,程序驗證麻煩。將內腔曲面分割成幾段,里面有三軸銑,也有五軸銑,加工質量及效率要靠編程人員技能保證。程序驗證時采用VERICUT軟件仿真,但只能檢測嚴重的碰撞與過切,加工后產生的接刀痕及尖邊等細節部位無法檢查,并且因機床誤差及裝夾誤差的存在,多軸銑削后的接刀問題是仿真軟件無法解決的,只能靠編程人員的經驗,手動修改、補償 ,以最終加工出的產品實物為依據。
(2)加工出的內腔不光滑,多次接刀避免不了尖邊。多次設想采用棒糖刀一次加工出所有內腔曲面,因沒有合適的加工測量,產生的加工軌跡不合適而作罷。工件加工完成后添加鉗工拋光工序,由鉗工對內腔相關處R角進行打磨,消除接刀。因工件材質為不銹鋼,鉗工加工費時費力,經常出現尖邊打磨不到位,割傷導線等問題。
這種加工方法不僅效率低,而且要靠人工來保證工件關鍵尺寸,受工人個體差異及情緒影響,造成產品質量不穩定。
3.新加工方法的研究
通過分析,原來采用的加工方案并無多大問題,問題主要出現在編程上,簡單的說就是加工內腔時沒有一種加工策略可以采用棒糖刀一次精加工所有內腔曲面。
去年,我公司編程軟件進行升級,由Cimatron E 10版本升級為E 13.0版本,在五軸加工模塊中增加了彎管銑削策略,見圖3所示。
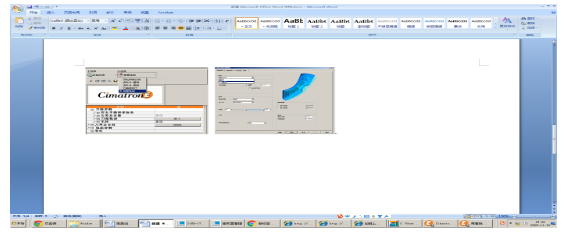
圖 3 彎管銑削策略
我們希望通過該策略可以實現彎管內腔一次銑削到位,實現內腔沒有接刀的問題。首先我們先了解該策略中的四種銑削模式,兩種粗加工模式,兩種精加工模式,圖4是各種模式加工刀具軌跡。通過軌跡對比,我們首先排除使用粗加工模式,因棒糖刀加工能力有限,不適合不銹鋼件的開粗,最多采用二次開粗對相貫處R去小部分余量。兩種精加工模式,根據產品特點,采用精加工繞的模式更適合彎管內腔加工,加工策略定下后,我們測試了產品整個精加工軌跡是否滿足要求。
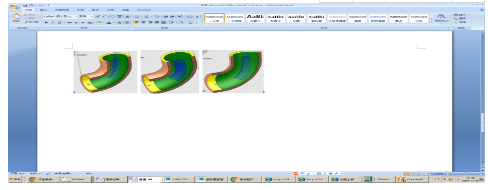
圖 4 彎管銑削加工模式
通過對彎管銑削模式的進一步探索,我們彎管精加工編程非常簡單、方便,只需要點選好加工部位,干涉檢查設置恰當,設置好切削參數就行。并且該加工模塊還有兩個我個人認為非常有用的設置單元,一個是加工區域設置,一個是加工角度限制。
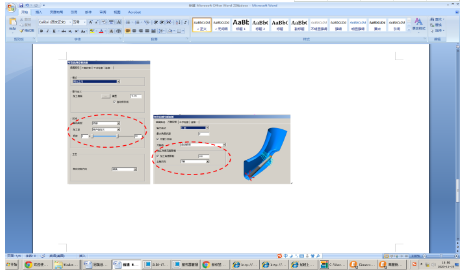
圖 5 加工區域設置及加工角度限制
簡單介紹一下,為什么我覺得這兩個參數重要。首先,加工區域設置,第一行選項:“輸出類型”。里面有三種設置,頂部,底部,兩者,選頂部,刀具軌跡的輸出是從頂部開始,直至干涉檢查起效果后不再向下加工,一般情況下,彎管的內腔精加工從頂部輸出后能加工絕大部分內容,只剩下一小部分加工不到位,需要再設置一個從底部的加工策略,根據我們的使用經驗,一般不建議選“兩者”,這樣軟件會自動幫你選擇頂底的輸出順序, 因是五軸加工,要考慮機床安全性,設置為“兩者”,不僅要考慮編程時的安全高度,還要看后置文件的安全設置處理是否合理,假如與一個安全設置不合理就會出現撞機事故,不如重新設置一個底部加工策略,讓刀具回到安全點后再加工,從編程合理性考慮更優化一些。
加工角度限制設置,五軸編程大家都了解,編程時要盡可能控制機床的擺動幅度及頻次,不僅更安全,而且加工出來的工件質量更好,更穩定。例如,加工90°的彎管,從頂部輸出不用設置角度限制,只要設置好干涉檢查就行。但從底部輸出時,我們一般將Z軸角度設置為100°以內,假如底部輸出的角度限制可以滿足加工完所有曲面,那么我建議將Z軸角度限制盡可能改小,這樣機床擺動幅度較小,更有利于干涉檢查機加工效率。
其它設置包括“干涉檢查”與“連接”,按正常加工經驗設置就好,沒有什么需要特別強調的。
解決完彎管的精加工程序后,再簡單介紹一下我們粗加工彎管內腔的一點經驗。剛才已經跟大家介紹了,不建議直接采用彎管粗加工策略,我們的加工方案是,先加工完外形,再選用合適的鉆頭分別從頂底鉆孔去余量,才分別從兩端體積銑去余量,這樣只剩下相貫處R還有部分余量,這時還不能直接用棒糖刀精加工,余量還是有點大,這樣不但加工效率低,還容易斷刀,再使用切削能力較好的球頭刀進行半精加工,主要是去除相貫處R處余量,這樣,內腔曲面余量就均勻一致了,再使用棒糖刀進行精加工就可以完美解決彎管的加工問題了。圖6是開粗示意圖,圖7是加工后的產品效果圖。
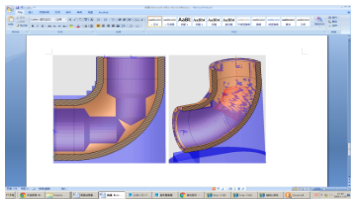
圖 6 臺階鉆孔去余量,采用球頭刀去除相貫處R余量

圖 7 加工過程及加工后效果圖
6.結語
Cimatron編程軟件新增加的這個彎管銑削模塊,對彎管類零件內腔的精加工是非常有效的,刀具軌跡簡潔,安全檢查方便,參數設置豐富實用,結合合理的粗加工策略,順利完成了我公司各類彎管零件的加工,不僅保證了產品質量,而且提高了加工效率,降低了生產成本,為今后類似結構零件的加工提供了新思路。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

