



CNC系統直紋面插補運算的速度控制方法研究
2017-12-11 來源: 吉林農業科技學院機械工程學院 作者:雷立群
摘要:線接觸加工是一種新的加工方法,是利用銑刀側刃一次走刀完成對直紋面的加工,利用該方法實現的數控系統所采用的是復合插補方法。空間直線插補和圓弧插補是復合插補方法的基礎,文中深入研究了空間直線插補和圓弧插補算法及插補過程中的速度處理方式,并利用這種插補方法實現了全軟件數控系統,實驗證明該插補方法是合理可行的。
關鍵詞:數控系統;線接觸加工;插補;速度控制
1 、引言
數控系統是一種典型的多任務實時控制系統,系統中的強實時控制部分主要是插補運算和位置控制脈沖的輸出「1〕。眾所周知,插補是數控機床控制刀具運動軌跡的核心,線接觸加工數控系統具有利用一條數控代碼即可實現對空間可展直紋面加工的特殊功能,對可展直紋面的加工,在插補方法上采用了復合插補方式圓。由于空間直線插補和圓弧插補算法和方法是復合插補的基礎,文中深人研究了空間直線插補和圓弧插補算法及插補過程中的速度處理方式。
2、速度控制
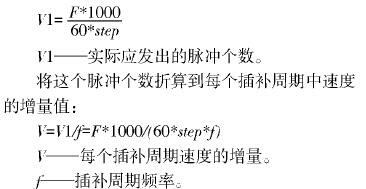
速度處理因數控系統的不同而存在很大的差異。線接觸加工數控系統在速度處理上是通過將數控程序給出的速度F值(單位:mm/min)折算出在每個插補周期上實際應發脈沖的個數來實現的。數控系統中每發出一個脈沖,伺服電機就轉過一定的角度,從而帶動機床坐標向前移動一個脈沖對應的距離(稱之為脈沖當量,這里用、teP表示,單位:林m)。通過程序中給定的速度計算出實際應發的脈沖個數是:
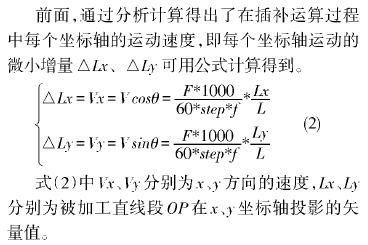
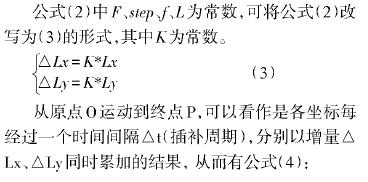
(1)空間直線插補速度增量的計算:根據圖1,首先計算出直線段在各個坐標軸上的方向余弦為:
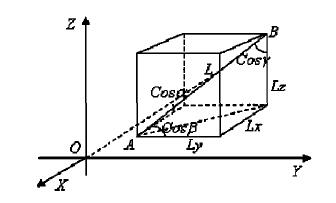
圖1 DDA空間直線插補原理
式中△眾、△勿、△乙一各坐標軸在每個插卒卜周期的運動步長。
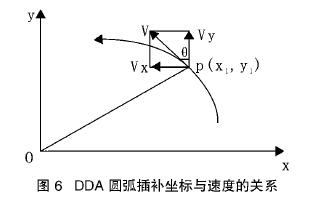
(2)圓弧插補的速度增量:在圓弧插補時,其速度增量值V值,即每個插補周期速度的累加量,是小于一個脈沖的數值,例如當插補周期是25人了尹Z,速度是60mm加in時,速度的增量值為.004,即在每個插補周期結束時,伺服驅動應向外發送.004個脈沖當量。
3、空間直線插補
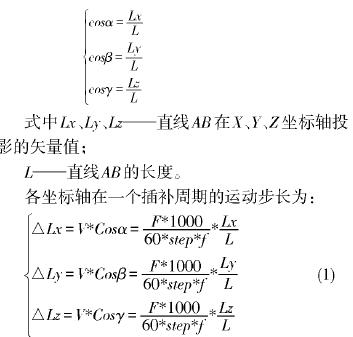
對空間直線和圓弧插補采用的是數字積分(DDA)插補法。數字積分法又稱為數字微分分析器法,是利用數字積分的原理,計算刀具沿坐標軸的位移,使刀具沿著所加工的軌跡運動。采用數字積分法進行插補,運算速度快、易于實現多坐標軸聯動或多坐標空間曲線的插補「3一4〕。此外,DDA插補法每次插補輸出單個脈沖,這在進行多坐標聯動時,容易做到使各坐標軸的脈沖均勻分配。線接觸加工中,對這種方法進行了適當的改進,使其更好的適合于全軟件數控系統的加工控制。數字積分插補法利用的是高等數學求函數廠五習對二積分的原理,如圖2所示, Y=F(X)的積分就是此函數曲線與x軸圍成的面積S,如公式所示。
圖2 DDA插補原理
通過數字積分方法的原理可見分運算變成了對變量的求和運算。一下DDA直線插補的過程。
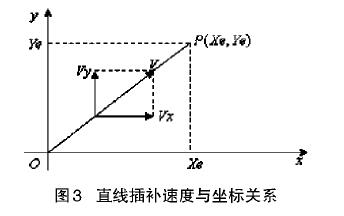
如圖3所示,對X Y 平面上的直線OP進行插補,刀具以勻速v從O(0,0)點運動到P(Xe, Ye)點。
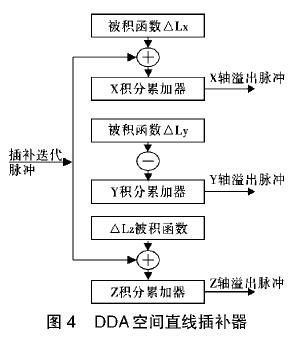
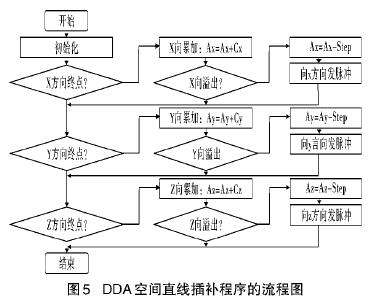
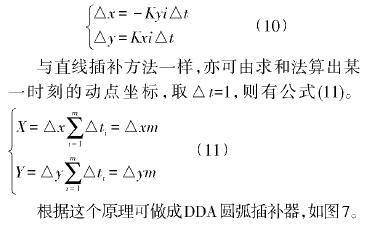
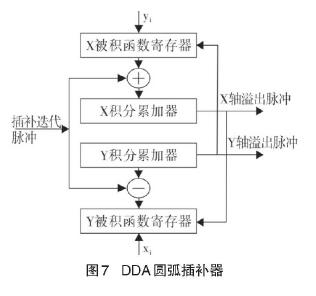
根據這個原理可以做出空間直線插補器,如圖4所示。圖5是DDA空間直線插補程序的流程。
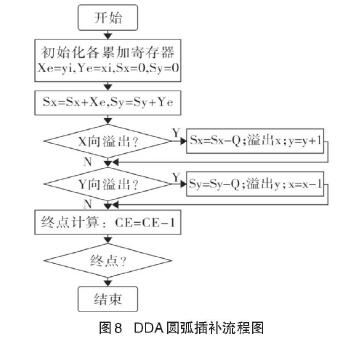
4、圓弧插補

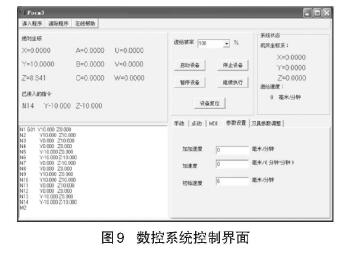
實踐證明文中所采用的插補運算方法是可行的。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

