


基于RS485 的PLC 與變頻器通訊實現(xiàn)
2019-9-2 來源: 山東水利技師學(xué)院 作者:王國軍
【摘要】: 在數(shù)控機(jī)床中,以三相異步電動機(jī)為控制對象,通過PLC 與變頻器的通訊連接和編程測試,實現(xiàn)了PLC 與變頻器之間的基于RS485 專用通訊協(xié)議方式的通訊,測試程序穩(wěn)定,可實時監(jiān)控變頻器參數(shù)。
【關(guān)鍵詞】:RS485、變頻器、PLC、通訊
數(shù)控機(jī)床中主軸的旋轉(zhuǎn)運(yùn)動大多是由三相異步電動機(jī)所驅(qū)動,三相異步電動機(jī)由PLC 與變頻器控制。PLC 與變頻器之間的控制方式也多種多樣,有I/O 控制、模擬量控制和通訊控制等多種控制方式,根據(jù)不同的應(yīng)用場合可選擇不同的控制方式。本文介紹三菱PLC 與三菱FR-E740變頻器之間的三種控制方式,重點對基于RS485的專用協(xié)議通訊進(jìn)行具體介紹。
1.PLC控制變頻器的常用方法
PLC 控制變頻器的方法有以下三種控制方式:
(1)I/O控制
I/O 控制是一種最簡單和最直接的控制方式,不需要通訊協(xié)議,只要將PLC 與變頻器進(jìn)行簡單的點對點連接就可以。在PLC 的編程軟件中寫好程序,由輸出繼電器的輸出點高低電平的組合對變頻器的RH、RM、RL 等點的控制實現(xiàn)7段速的控制,或者通過輸出繼電器的輸出點高低電平的組合對變頻器的RH、RM、RL、REX 等點的控制實現(xiàn)15 段速的控制。這種控制方式的缺點是通訊距離較短,控制速度值一定,不能實現(xiàn)平滑控制,也不能進(jìn)行變頻器參數(shù)值的監(jiān)控。
(2)模擬量控制
模擬量一般是由傳感器變換出來的,例如壓力傳感器、溫度傳感器、速度傳感器,這些傳感器把測量出來的實際壓力、溫度等轉(zhuǎn)換成0~5V、0~10V、0~20mA、4~20mA 等,變頻器可根據(jù)這些輸入信號控制電機(jī)的轉(zhuǎn)速。模擬量比通訊容易受干擾,尤其是電壓信號,通常都需要進(jìn)行屏蔽、隔離、濾波的方式進(jìn)行處理。
(3)通訊控制
三菱PLC 與三菱變頻器的通訊可以采用常用的MODBUS-RTU 通訊,也可以采用三菱專用協(xié)議通訊。MODBUS-RTU 通訊方式程序編寫較為復(fù)雜,對于沒有專用通訊協(xié)議的情況下,可采用MODBUS-RTU 通訊,通訊距離較遠(yuǎn)(可達(dá)500m),速度高,成本低,穩(wěn)定性好,所以在工業(yè)控制中是較為常用的一種通訊控制協(xié)議。本文重點介紹三菱專用協(xié)議通訊方式。
2.基于RS485的三菱專用協(xié)議通訊
(1)PLC與變頻器的接線
在三菱FX3U 的左側(cè)擴(kuò)展FX3U-485ADP型RS-485 通信用特殊適配器,該適配器通訊距離500m, 最多可連接8 臺變頻器。PLC、變頻器通訊通過網(wǎng)線連接(網(wǎng)線的RJ45 接頭連接至變頻器、另一端接FX3U-485ADP 通訊模塊)。2、8 號插針為操作面板或參數(shù)單元用電源。進(jìn)行RS-485 通訊時請不要使用。如果接入使用,可能或?qū)е伦冾l器無法動作或損壞。變頻器與FX3U-485ADP 的接線對應(yīng)如表一所示。變頻器本體網(wǎng)線插座,從下面看,如圖一所示。
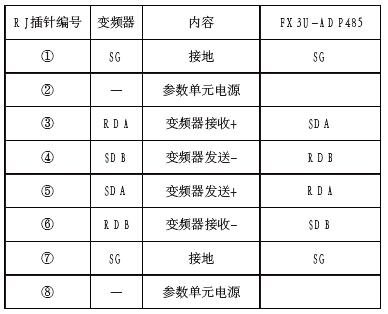
圖一
(2)變頻器參數(shù)
為了正確的建立 PLC 與變頻器之間的通訊,必須在變頻器中設(shè)置與通訊有關(guān)的參數(shù)。相關(guān)三菱FR-E740 的參數(shù)設(shè)置如下:
P79 模式選擇為6;p117 通訊站號選擇為1;p118 通訊站好選擇為192 或96(要與PLC的通訊參數(shù)一致);p120 通訊停止位長選擇為1;p120 通訊奇偶校驗選擇為2;p120-p123 全部選擇為9999;p124 通訊有無CR/LF 選擇為1;p549 協(xié)議選擇為0;p340 通訊啟動模式選擇為10。參數(shù)設(shè)置好后要進(jìn)行重啟變頻器。
(3)PLC編程軟件GX-Developer通訊參數(shù)設(shè)置
PLC 通訊參數(shù)設(shè)置在PLC 系統(tǒng)(2)中首先選擇通道一(CH1)或通道二(CH2),這個根據(jù)FX3U-485ADP 與PLC 本體的連接,靠近PLC 本體的模塊選擇通道一。①協(xié)議為無協(xié)議通信; ②數(shù)據(jù)長度為 8 位; ③奇偶校驗為偶數(shù); ④停止位為 2 位; ⑤傳輸速率為 19200 bps; ⑥ H/W 類型為 RS-485; ⑦ 傳送控制順序為格式4(CR/LF 有)⑧站號設(shè)置為 00; ⑨超時判定時間為 1。
(4)PLC與變頻器的通訊程序
PLC 與變頻器之間采用主從通訊方式控制三相異步電機(jī),PLC 和變頻器設(shè)置相關(guān)參數(shù)完成后,組態(tài)觸摸屏進(jìn)行了通訊測試,在觸摸屏上的正轉(zhuǎn)、反轉(zhuǎn)和停止按鈕分別用M1、M2、M3 三個變量連接程序; 觸摸屏上的頻率參數(shù)設(shè)置輸入框用M20 來連接程序變量; 用D0 數(shù)據(jù)寄存器連接程序,用于觸摸屏手動輸入頻率值;D200、D202、D204 分別對應(yīng)觸摸屏上的電流、電壓和頻率監(jiān)控輸出框寄存器變量; 通訊示例程序如下:

3.結(jié)論
PLC 與變頻器間采用RS485 通訊,通訊速度高、距離長、抗干擾能力強(qiáng),通過上述程序的測試,運(yùn)行穩(wěn)定,成本較低,通過觸摸屏就可實現(xiàn)對變頻器控制和多種參數(shù)的監(jiān)控。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別