


摘要:減小重型刨床工作臺(tái)快速移動(dòng)換向時(shí),對(duì)減速箱的沖擊,重型龍門刨床工作臺(tái)電氣控制運(yùn)動(dòng)多樣化,應(yīng)用性價(jià)比高,運(yùn)行可靠的控制方案已勢(shì)在必行。交流伺服兼速度反饋跟速度/位置等多種控制。從2 個(gè)方面優(yōu)化設(shè)計(jì)來實(shí)現(xiàn)工作臺(tái)的無級(jí)調(diào)速。
B系列重型龍門刨床適用于粗、精刨削加工各種大型機(jī)械零件的水平平面、垂直平面、T 型槽、齒條及各式各樣的導(dǎo)軌面。在龍門刨銑床上要實(shí)現(xiàn)這些加工最重要的部分就是工作臺(tái)的往復(fù)運(yùn)動(dòng)。交流伺服的無級(jí)調(diào)速電控系統(tǒng),能很好的實(shí)現(xiàn)低轉(zhuǎn)速、大扭矩,不但穩(wěn)定可靠還兼?zhèn)淞硕ㄎ豢刂?。其性價(jià)比較高,是一種具有典型機(jī)電一體化結(jié)構(gòu)的無級(jí)調(diào)速系統(tǒng),所以用它來實(shí)現(xiàn)工作臺(tái)的調(diào)速。
1、 交流伺服驅(qū)動(dòng)的接口定義及說明
交流伺服的使用非常靈活,工作臺(tái)自動(dòng)運(yùn)行前進(jìn)、后退時(shí)的速度可分別通過各自的模擬電壓控制,模擬電壓的大小用外部電位器來調(diào)節(jié),這樣就能在不停機(jī)的情況下分別調(diào)節(jié)兩個(gè)方向的速度,而工作臺(tái)的步進(jìn)速度則由內(nèi)部參數(shù)來調(diào)整,給操作者帶來很大方便。工作臺(tái)減速的速度是通過與自動(dòng)運(yùn)行速度的比值來確定,減速的斜率可根據(jù)具體需要采用多種斜率或者時(shí)間分別控制,這樣能很好的在各個(gè)速度段減速換向,解決了多年來不能在整個(gè)工作速度段平穩(wěn)換向的問題。具體接口設(shè)計(jì)見圖1。
2 、工作臺(tái)換向開關(guān)的設(shè)計(jì)
對(duì)于重型龍門刨床的難點(diǎn)之一就是工作臺(tái)在各個(gè)速度段都能平穩(wěn)的換向,由于承載工件重量大,換向時(shí)間短,不同重量不同速度段的加工情況多。給換向帶來很大困難,而換向時(shí)減速速度根據(jù)運(yùn)行速度來確定可以很好的緩解巨大慣性對(duì)機(jī)械的沖擊,還可以使不同慣性帶來的行程損失問題得到解決,并且換向結(jié)構(gòu)采用交錯(cuò)方式,見第78 頁圖2。
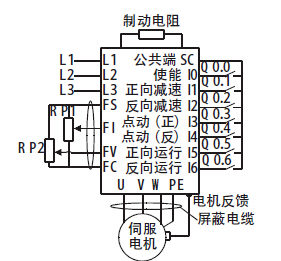
圖1 數(shù)字開關(guān)磁阻接口圖
3 、交流伺服在工作臺(tái)自動(dòng)運(yùn)行的具體應(yīng)用
龍門刨床控制部分的核心采用西門子S7 -200PLC,控制按鈕和換向開關(guān)的信號(hào)先傳給PLC的輸入端,根據(jù)設(shè)備需要再?gòu)妮敵隹诎芽刂魄袚Q速度的信號(hào)給傳輸出來。可編程控制器(PLC) 具有可靠性高,抗干擾能力強(qiáng),動(dòng)作時(shí)間快等優(yōu)點(diǎn)。工作臺(tái)在高速運(yùn)行時(shí)能快速切換交流伺服的運(yùn)行狀態(tài),給平穩(wěn)換向提供很好的條件 。操作者只需要通過按相應(yīng)的按鈕,經(jīng)過PLC 內(nèi)部程序把相應(yīng)的控制信號(hào)傳輸給交流伺服,交流伺服接受到相應(yīng)的信號(hào),做出現(xiàn)對(duì)應(yīng)的動(dòng)作。整個(gè)過程簡(jiǎn)單、方便。
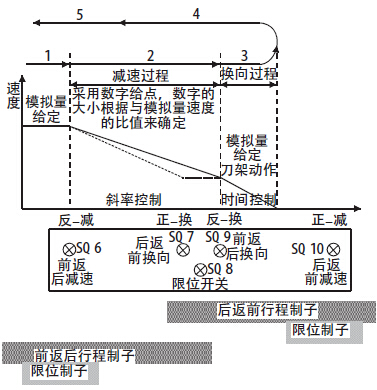
圖2 工作臺(tái)換向示意圖
文章以前進(jìn)換向到后退為例。如圖3,按下工作臺(tái)前進(jìn)按鈕SB1,PLC 的I0 輸入,通過程序處理,PLC 中Q0.5 輸出給交流伺服驅(qū)動(dòng),使其運(yùn)行在模擬給定狀態(tài),此時(shí),交流伺服電機(jī)的轉(zhuǎn)速由電位器RP1 給定,同時(shí)帶動(dòng)工作臺(tái)作正向運(yùn)動(dòng),當(dāng)工作上的前返后行程制子感應(yīng)到SQ6 開關(guān)時(shí),斷開PLC 的I1.0 的輸入(感應(yīng)開關(guān)為常閉型),通過PLC 程序處理輸出Q0.5 斷開,同時(shí)Q0.1 輸出接通給交流伺服驅(qū)動(dòng),伺服驅(qū)動(dòng)切換到減速狀態(tài)(數(shù)字給定),速度的大小為之前模擬給定的一個(gè)比值,這樣就可以根據(jù)運(yùn)行速度的不同改變減速速度的大小。在伺服電機(jī)減速時(shí),減速度用斜率控制,而斜率的大小根據(jù)速度的大小也在變化,以保證工作臺(tái)在各個(gè)速度段都能在有限的距離內(nèi)平穩(wěn)換向。當(dāng)行程制子感應(yīng)到SQ9 時(shí),斷開PLC 的輸入信號(hào)I1.3,同時(shí)輸出信號(hào)的Q0.1 斷開Q0.6 接通,交流伺服再次切換到模擬量模式,工作臺(tái)開始換向,換向時(shí)減速度則采用時(shí)間控制,時(shí)間不但滿足進(jìn)刀的時(shí)間,還可以保證讓工作臺(tái)壓不到限位開關(guān)。此時(shí)交流伺服電機(jī)的轉(zhuǎn)速由電位器RP2 控制,控制工作臺(tái)作反向運(yùn)動(dòng),工作臺(tái)就一直如此反復(fù)做來回運(yùn)動(dòng),當(dāng)需要停止時(shí)按下停止按鈕SB5,斷開輸入口I0.4,PLC切斷所以工作臺(tái)的輸出信號(hào),工作臺(tái)停止運(yùn)行。(換向接近開關(guān)感應(yīng)順序見圖2)
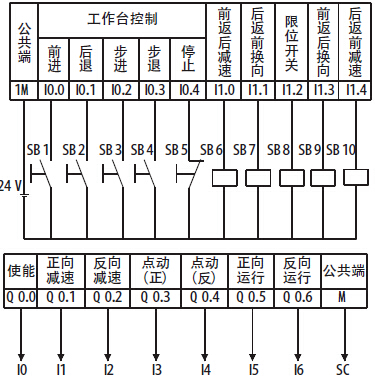
圖3 PLC 接口定義圖
4、 結(jié)束語
該套方案已在工作臺(tái)9M 及9M 以上的重型龍門刨床上成功應(yīng)用,各個(gè)速度段運(yùn)行穩(wěn)定、可靠,減速換向平穩(wěn),用戶使用效果良好,給用戶留下很好的口碑。并有多個(gè)用戶要求簽購(gòu)該方案的重型龍門刨床,得到較好的經(jīng)濟(jì)效益和社會(huì)效益。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別