


珩磨加工是怎樣的一種加工方式?有什么不同?
2020-2-17 來源:金屬加工 作者:孟璐 鄭文虎
珩磨加工是磨削加工的特殊工藝形式,其實質是一種低速磨削,也是一種高效率的光整加工方法,其加工范圍廣、加工精度高,可以在多種機床上采用,而且工具簡單、操作簡便。
1、珩磨加工的特點
珩磨加工具有如下特點:
(1)加工范圍廣。主要用于孔的光整加工,如圓柱孔、臺階孔、盲孔和圓錐孔等。也可用于平面、球面和成形面及外圓表面。珩磨的孔徑為1~1200mm或更大,孔長可達12000mm。幾乎所有的工件材料都可以珩磨加工。
(2)加工表面質量好。珩磨后的表面呈交叉網紋,有利于潤滑油的貯存和潤滑膜的保持,耐磨損,使用壽命長。還由于珩磨速度是一般磨削速度的幾十分之一,磨削力和熱很小,工件表面不產生燒傷、裂紋、變質和硬質層。
(3)加工精度高。采用珩磨加工內孔時,其圓度和圓柱度可達0.005~0.01mm,表面粗糙度值Ra可達0.05~0.2μm,但不能提高位置精度,可以代替部分磨削加工,加工效率與磨削相當。
(4)對機床精度要求低。珩磨加工除采用專用的珩磨機床外,也可在車床、鏜床和鉆床上進行。
2、珩磨加工原理
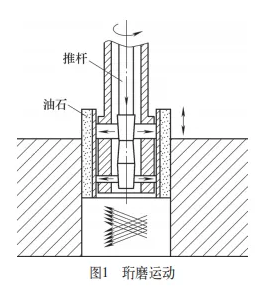
珩磨是利用安裝在珩磨頭圓周上若干條油石,由脹開機構將油石徑向脹開,使油石壓向工件孔壁,產生一定的壓力和接觸面積,在珩磨頭(或工件)旋轉和往復運動中對工件進行低速磨削,如圖1所示。為了減小機床主軸與工件中心不同軸和機床主軸旋轉精度對工件加工精度的影響,珩磨頭與機床主軸間的連接采用浮動連接,以工件孔為導向。珩磨時,油石與孔壁重疊接觸點相互干涉、相互修整,在珩磨運動中使孔表面呈現交叉的螺旋線切削軌跡。由于運動軌跡不重復,使干涉點的機會差不多均等,切削作用不斷減弱,孔與油石面的圓度和圓柱度不斷提高,孔壁的表面粗糙度值將不斷降低,在達到所要求的尺寸精度后,完成珩磨加工。
3、珩磨頭的結構
在珩磨加工過程中,工件的加工精度(尺寸和形狀)、加工效率和加工表面質量,都取決于珩磨頭的結構合理,同時也取決于機床的進給方式、油石特性和工件夾具。珩磨頭結構好,油石脹縮均勻,切削液易注入,切屑與磨粒脫落后易排除,油石的修整與定位準確和制造容易,將直接影響珩磨效果。
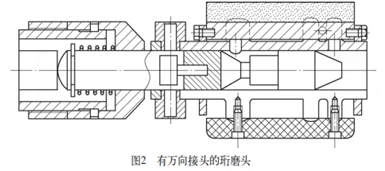
珩磨頭由磨頭體、油石座、油石、導向條、彈簧和錐體脹芯組成,如圖2所示。珩磨頭的結構與尺寸是根據被加工工件的結構與尺寸設計制造的,原理都相同。有定壓脹進、臺階孔、手動脹縮,有萬向和沒有萬向、小孔、單油石和對開瓦、盲孔和圓錐孔等珩磨頭。
4、油石的選擇
(1)油石特性的選擇。油石的磨料有剛玉類、碳化物類、人造金剛石和立方氮化硼,可根據工件材料和加工質效進行選擇。過去多采用前兩種磨料,現代多采用后兩種磨料。因為此兩種磨料的硬度極高,是前兩種磨料硬度的3~4倍,耐磨性高,壽命長,切削刃鋒利,加工質量好,相對成本很低。油石的結合劑一般采用樹脂結合劑,前兩種磨料以前多采用陶瓷結合劑,對于幾毫米以下的小孔采用金屬(或電鍍)結合劑。磨料的粒度是根據工件表面粗糙度值要求選擇的。粒度粗則加工效率高,表面粗糙度值Ra大;反之,粒度細則加工效率低,表面粗糙度值Ra就小。當磨料粒度為F120~F150時,表面粗糙度值Ra可達0.8μm;當磨料粒度為F150~F240時,表面粗糙度值Ra可達0.4μm;當磨料粒度為F240~W20時,表面粗糙度值Ra可達0.05~0.2μm。油石的硬度和組織,請參照磨削時砂輪特性的選擇原則。對于超硬磨料(人造金剛石和立方氮化硼)的油石,還得選擇合理的濃度,即每立方厘米所含超硬磨料的克拉(ct)質量(1ct=0.2g),一般采用75%(313ct/cm3)和100%(4.4ct/cm3)濃度為宜。上述選擇也適用于輪式珩磨。
(2)油石(珩磨輪)尺寸的選擇。工件材料硬時,油石應窄一些;工件材料軟時,油石應寬一些。加工脆性材料,油石應寬一些;加工塑性材料,油石應窄一些,有利于排屑。珩磨頭油石總寬度應為孔圓周長的15%~28%為宜。關于油石的長度,對于一般孔,油石長度為孔徑的1.0~1.5倍;對于小孔,油石長度為孔長的1/2~2/3,但不能太長,太長了會增加珩磨頭的質量,但它的導向性就好。如果過短,會影響孔的直線性(圓柱度)。珩磨輪的尺寸,一般直徑為φ50~φ100mm,寬度為25~35mm。
5、珩磨用量
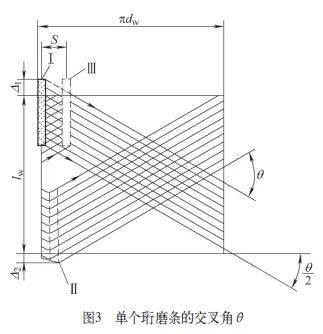
(1)珩磨合成速度vc。它是由珩磨頭圓周速度v和往復速度va合成的,油石上的磨粒在工件孔表面上的運動軌跡是兩條相交叉成一定角度的螺旋線,是由無數磨粒切削的結果,便在工件表面上形成交叉網狀紋理。網狀紋理交叉角θ稱為切削交叉角,如圖3所示。不同工件材料的圓周速度v也不相同,硬度高的圓周速度低,硬度低的圓周速度相對高一些,一般v=20~60m/min。往復速度v a=18~25m/min,交叉角θ=40°~90°,合成速度vc=18~35m/min。
(2)珩磨油石工作壓力。它是指垂直作用在油石單位面積上的平均壓力。粗珩時單位面積上的工作壓力為0.2~0.5MPa,超精珩時為0.05~0.1MPa。
(3)珩磨進給量。進給量的大小取決于工件材料的硬度、磨粒的粒度和加工階段(粗或精加工)。若工件材料硬度大,在精加工時進給量小一些;反之應大一些。一般珩磨徑向進給量,粗珩時為1.8~3.2μm/r,精珩時為0.1~1.5μm/r。
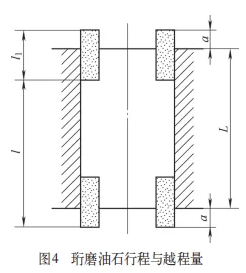
(4)珩磨條工作行程l和越程量a。它取決于油石的長度l1,同時也影響珩磨后孔的圓柱度,如圖4所示。l=L+2a-l1(L為工件長度)。一般油石的越程量取油石長度l1的1/5~1/3。
(5)珩磨余量。珩磨余量的大小與前工序形狀誤差和表面粗糙度值大小有關,也即珩磨余量必須大于這兩者的總誤差。一般取前工序總誤差的2~2.5倍,同時也和生產批量大小有關。單件生產為0.04~0.1mm,成批量生產為0.02~0.06mm。
6、珩磨液
珩磨時一定要采用具有良好的清洗作用、冷卻作用和有一定潤滑作用的珩磨液。加工鋼時,采用80%~90%煤油加10%~20%的2號錠子油,或55%煤油加40%油酸和5%松節油;加工鑄鐵時,采用煤油,或煤油加10%~20%的2號錠子油;加工青銅或鋁合金時,采用煤油。在使用珩磨液時,必須清潔或過濾,以避免劃傷工件表面。此珩磨液也適用于珩磨輪珩磨。
7、輪式珩磨加工
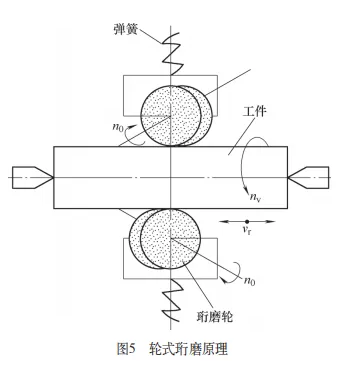
(1)輪式珩磨加工原理。輪式珩磨是一種工件表面光整加工方法。它的原理與實質是,用細粒度磨具在彈性壓力下對工件表面進行低速磨削。輪式珩磨有單輪、雙輪和多輪珩磨方式。圖5所示為雙輪珩軸的外圓。工件旋轉帶動珩磨輪被動旋轉,珩磨輪的軸線與工件軸線在空間相交27°~35°,在彈簧的作用下壓向工件,并沿工件軸向進給,形成低速磨削運動,完成珩磨加工。輪式珩磨主要用于光整加工工件的內、外圓表面,如各種軸類、軋輥、套筒、缸筒、活塞桿和大型軸承內、外圓滾道。加工的工件材料有鋼、鑄鐵、硬質合金、淬火鋼和硬脆金屬等。
(2)輪式珩磨加工特點。①可以獲得較低的工件表面粗糙度值。一道工序加工后,增加一工步,可使表面粗糙度值R a=6.3~12.5μm,通過兩三次走刀珩磨,降低到R a=0.2~1.6μm,十分快捷。②可提高工件耐磨、耐蝕等使用性能。③對前工序加工要求不高,只需達到形狀和位置精度,根據前工序(步)加工情況和工件要求,留有0.03~0.1mm余量即可,并可代替一些難磨削工件的磨削(如細長軸和桿、各種長缸筒、箱體孔等)。④對機床精度要求不高,可在車床、銑床、鏜床和鉆床上進行。⑤適用范圍大,對不同硬度和材質的工件材料均可進行珩磨。
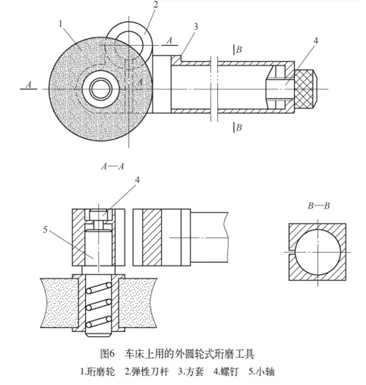
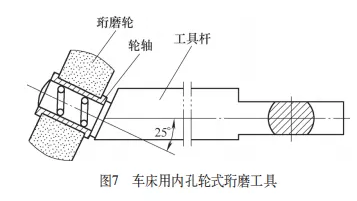
(3)輪式珩磨工具(頭)。輪式珩磨工具,根據工件的批量和工件尺寸,有很多種結構,其結構原理、功用都相同。雙輪和多輪珩磨頭,多用于定尺寸批量生產,加工效率高。但常用的是單輪內外圓珩磨工具,如圖6、圖7所示。其適用工件尺寸范圍大,結構簡單,易于制造,操作方便,在生產中被廣為采用。珩磨輪的磨料一般采用白剛玉(WA),粒度為F150~F180、F180~F240。如珩磨硬質合金、陶瓷時,應采用碳化硼、金剛石和立方氮化硼。結合劑為樹脂,一般為自己制造。珩磨輪固化后,必須用內孔定位,用PCD刀具車削外圓和兩側端面,以避免使用時跳動。其弧形工作面在珩磨過程中自行修整形成,這時的珩磨效果最好。弧形面形成后,其直徑在寬度上相差很多(幾毫米),造成在速度上有差別,相互干涉后達到低速磨削之目的。珩磨輪的軸線與工件軸線必須相交成27°~35°,而且是向右偏斜。若此交叉角太大,則珩磨可能發生停止轉動;若此交叉角太小,則加工效率低。
(4)輪式珩用量。①工件或磨頭速度vc一般為50~60m/min,如果珩磨輪孔中為滾動軸承時,vc可達150m/min。vc高則加工效率高。②進給量一般為f=1~3mm/r,不能過大,否則會影響工件表面質量。③珩磨余量一般為2ap=0.05~0.1mm。④珩磨輪與工件觸壓力一般單位面積為50~200MPa,不能大,否則會造成軸承發熱。
(5)珩磨液和注意事項。珩磨液的選用與條式珩磨相同。如不能連續澆注珩磨液時,可涂上研磨膏和加入少量的油酸,以提高工作效率。如沒有煤油,也可用乳化液連續澆注代替。如發現珩磨輪與工件表面接觸不好,或珩磨時間過長、工件表面產生波紋時,一是把珩磨輪外圓與孔修車同軸,二是把珩磨輪翻轉180°裝上再用,予以消除。
8、結語
珩磨加工是現代采用的光整加工方法之一,具有工具和工藝簡單、加工效率高的優點。在要求工件表面粗糙度值R a<1.6μm的情況下,可以代替磨削加工,而廣泛用于生產。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

