


CCMT 2018 內圓磨床展品評述
2018-11-8 來源:無錫機床股份有限公司 作者:鄒 杰
第十屆中國數控機床展覽會(CCMT2018)于2018年4月9~13日在上海新國際博覽中心成功舉辦。在工業4.0第四次工業革命大潮、中國制造2025制造強國戰略和國民經濟進入高質量發展新階段的大背景下,本屆展會以“聚焦—數字•互聯•智造”為主題,這既是當前世界工業變革的主流與大勢,又是我們面臨的機遇和挑戰。
本屆展會共有來自中國、德國、美國、日本、中國臺灣地區等23個國家和地區的1200余家機床工具行業制造商參展,其中境外展商500余家,比上屆CCMT增長近5個百分點,展會國際參與度進一步提升。就內圓磨床展品,國內和國外以及中國臺灣地區均有展品參展,以下將對本屆展會主要內圓磨床進行評述。
1 國內內圓磨床展品介紹
參加本次展會的國內內圓磨床參展商主要有無錫昌億機床制造有限公司、無錫明鑫機床有限公司和北京廣宇大成數控機床有限公司。
1.1 無錫昌億機床制造有限公司
無錫昌億本次共展出了MK215數控內圓磨床、MK2110數控內圓磨床和MFK2115多功能數控磨床。MK215配備了滾輪夾具和上下料道,可在小規格光外圓的工件上實現自動上下料。MK2110數控內圓磨床(圖1)整體結構采用常規布局,參展機床配置了一臺機器人,可對齒輪類零件進行上下料。

圖1 MK2110數控內圓磨床
MFK2115(圖2)整體布局采用兩橫一豎三軸數控,其中X軸為進給系統,Z1、Z2均為往復系統。該機床能在一次裝夾下,磨削工件的外圓、內孔、內錐孔及臺階孔內外端面。能在較好的保證加工零件的內外圓同軸度、內圓對端面跳動、外圓對端面的跳動同時,也能保證一定的加工效率,節約加工時間,減少設備的投入,節約成本。

圖2 MFK2115
1.2 無錫明鑫機床有限公司
無錫明鑫機床有限公司主要展出了一臺數控立式磨床MX-2820和一臺數控深孔內圓磨床MK250A。
MX-2820(圖3)為四軸控制高精度數控立式磨床,除磨削常規的內孔外圓之外,還可以磨削非圓曲面、矩形面等各種異形面。該機床由磨架橫向進給(X軸)、上下往復(Z軸)、工作臺前后往復(Y軸)以及回轉工作臺(C軸)構成,其中C軸采用力矩電機直驅(圖4),并可選配光柵尺實現閉環控制。四軸聯動的設計,使得該機床的通用性大大增強,若在工件C軸上再增加一套擺動軸機構,配以各種異形砂輪刀庫,則可實現更不規則及復雜的曲面磨削。
該機床工作精度:
內孔圓度 0.002 mm
內孔圓柱度 0.004 mm
內孔粗糙度Ra 0.32μm

圖3 MX-2820數控立式磨床

圖4 MX-2820(軸)
MK250A(圖5)為數控深孔內圓磨床,加工孔徑φ250,最大裝夾直徑可達φ500,有效磨削深度1350mm,可滿足大多數套筒類深孔零件的加工。
該機床的總體布局:左側床頭箱,右側工作臺及磨架。床頭箱在橋板燕尾底板上通過齒輪齒條縱向移動,以適應不同深孔磨削需要;燕尾底板及床頭箱能整體微調角度以便調整磨削錐度。
該機床工作精度:
內孔圓度 0.008 mm
內孔圓柱度 0.015 mm
內孔粗糙度Ra 0.4 μm

圖5 MKM2835數控深孔內圓磨床
1.3 北京廣宇大成數控機床有限公司
北京廣宇大成數控機床有限公司主要展出了一臺MGK2835數控立式內圓磨床(圖6)。該機床整體布局采用X軸作橫向進給,Z軸(內孔磨頭)、Z1軸(外圓磨頭)作縱向往復的型式。其中X軸進給的行程達到了750 mm,是縱向往復行程的3倍,既滿足了工件內孔、外圓、端面等在一次裝夾下的磨削要求,又有利于機床實現自動上下料。出展機床還配置了齒輪節圓夾具,并在內孔磨頭的左側布置了上下料抓料手,在機床的左側布置了齒輪輸送線,實現了齒輪類零件的自動上下料。另外,值得一提的是,該機床的工作臺的三面閉式靜壓自驅式回轉的專利技術和動靜壓液體滑動主軸的專利砂輪軸,其徑向和軸向跳動均可達到0.001mm以內。

圖6 MGM2835
2 . 中國臺灣地區內圓磨床展品介紹
中國臺灣地區的內圓磨床參展商主要有毅德機械、鍵和機械和榮光機械。本次臺灣地區出展的機床清一色的都是雙主軸磨床,下面就各公司產品簡要介紹。
2.1 毅德機械有限公司
毅德機械此次展出的機床是EGM-350CNC內外徑復合式磨床(圖7)。其總體布局采用兩橫一豎的結構,X軸工件作徑向進給,Z/Z1軸作軸向往復。從此次展出的機床來看,近身砂輪軸配置了直徑150的砂輪,用于工件的外圓及外端面的磨削,遠身砂輪軸則配置了直徑約30左右的砂輪,用于工件內圓的磨削。

圖7 EGM-350CNC內外徑復合式磨床
EGM-350CNC內外徑復合式磨床展出的最大亮點,除去其低矮特性的機械結構外,就是其友好的操作面板的設計(圖8)。這種站在使用者的角度思考,輔以全圖形引導式操作界面,操作人員不需要使用G碼或者M碼才能編寫程序,令初學者快速進入磨床領域,也方便工廠內部對該設備的普及。另外,該機床在操作面板上集成了2個電流表,用以檢測兩個砂輪軸的電流,該電流值除了運用在防撞之外,還可以進行粗磨和精磨的進給參數的設定,增加磨削效率。

圖8 EGM-350CNC 操作面板
2.2 鍵和機械有限公司
鍵和機械此次展出了2臺內圓磨床,一臺是JHI-150CNC數控內圓磨床和JHD1503雙主軸內外圓磨床。
J HI-150CNC數控內圓磨床采用兩軸聯動,配置了桁架式上下料機構。另外,值得一提的是,該機床Z軸往復使用了對稱的雙三角導軌(圖9),雙三角形導軌作為移動部件的導向,完全防止了側向偏移,導向精度高,同時,該導軌具有4個導軌面,擁有更好的減震性能。一般內圓磨床Z軸導軌除了直線導軌外,以V-平導軌居多,雙三角導軌主要用于單柱坐標鏜床床身與十字滑座導向,用于內圓磨床所見不多。
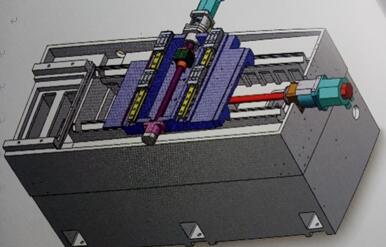
圖9 雙三角導軌
JHD1503雙主軸內外圓磨床(圖10)由X軸主軸滑臺、Z軸外圓砂輪移動滑臺和Z1軸內孔砂輪滑臺。其中外圓砂輪規格為直徑250,可在一定范圍內實現內外圓同時磨削。該機床的外觀設計令人耳目一新,出色的流線造型設計在眾多參展機床中獨樹一幟。
該機床工作精度:
內孔圓度 0.002 mm
內孔圓柱度 0.003 mm
內孔粗糙度Ra 0.4 μm
外圓粗糙度Ra 0.4 μm
內外圓同軸度 0.003 mm

圖10 JHD1503雙主軸內外圓磨床
2.3 榮光機械有限公司
榮光機械此次展出了RTG-100CNC雙主軸磨床(圖11)。
該機床布局和鍵和機械的JHD1503雙主軸內外圓磨床一樣,同樣是布局了一個內圓砂輪軸和一 個外圓砂輪軸。所不同的是,RTG-100CNC外圓砂輪軸采用了動靜壓的技術,外圓砂輪軸和內圓砂輪軸呈約25°角,以便外圓砂輪修出型面,磨削工件的外圓和端面。

圖11 RTG-100CNC雙主軸磨床
同時,該機床和EGM-350CNC內外徑復合式磨床一樣,在數控面板箱上面布置了2個電流表,用于監測倆砂輪主軸的電流,以便磨削參數的調整設定。
3 . 國外內圓磨床展品介紹
此次展會境外的內圓磨床參展商主要有聯合磨削集團的STUDER、瑞士肖布林機床公司和EMAG集團。從參展的機床來看,也都是復合式磨床,配置相對比較豐富,布局比較新穎,下面就各公司產品簡要介紹。
3.1 聯合磨削集團
此次聯合磨削集團旗下的品牌STUDER斯圖特展出的是S121萬能內圓磨床(圖12)。
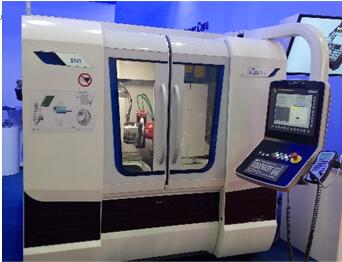
圖12 S121萬能內圓磨床
下面就該機床的主要結構特點及性能作簡單介紹:
S121采用工件主軸橫向進給(X軸),砂輪軸作縱向往復(Z軸)的布局型式,在往復軸上設有轉塔,轉塔上內圓砂輪軸和外圓砂輪軸呈180°布置,轉塔通過液壓驅動的方式旋轉定位,可實現一次裝夾下內孔外圓及端面的磨削。工件主軸采用伺服電機驅動,可用于非圓成型磨削和螺紋磨削。機床X軸和Z軸均由直線電機驅動,并配以光柵尺。另外,值得一提的是此次S121還配置了一根接觸式探頭(圖13),布置在內磨頭的近身側,用于工件的對刀及磨前磨后工件表面的檢測,大大提高了工件的加工成品率。
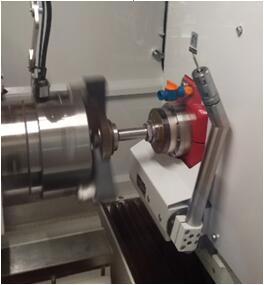
圖13 接觸式探頭
S121機床雖然布局及結構較為傳統,但其所使用的獨有的技術及較高的精度讓人眼前一亮。首先是床身,S121采用了人造花崗巖床身,該床身具有出色的緩沖減震能力,確保經磨削零件獲得無與倫比的表面質量,該床身還具有優異的熱穩定性,使得短暫的溫度波動在很大程度上能夠得到補償,從而在全天的作業中都具有高度的尺寸穩定性。其次是導軌,機床用于縱向和橫向的滑板的V-平導軌系統直接壓鑄在床身上,并覆以一種耐磨材料,同時導軌上專利設計的凸點機構(圖14)很大程度上消除了傳統導軌運動產生的爬行和漂浮現象,在整個速度范圍內,導軌都能提供很高的精度并能永久保持,而且具有很高的承載力和強大的吸震功能。S121導軌系統集成了靜壓導軌和專利凸點表面設計結構導軌的雙重優勢,相比較純靜壓導軌,S121的一個巨大的優點就是在運動方向具有阻尼元件,兩軸導軌的最大移動速度為20 m/min/分鐘,配以車頭超聲波水流消空程裝置,可大大縮短機床加工的輔助時間。最后,就S121優異的精度作簡單描述:
車頭的回轉精度 0.0004 mm(可選0.0002 mm)
導軌 650 mm
測量長度上直線度 0.0025 mm
轉塔重復精度 1″
兩軸重復定位精度 0.001 mm

圖14 導軌上專利設計的凸點機構示意
3.2 瑞士肖布林機床公司
瑞士肖布林機床作為一家有著百年歷史的老牌機床生產企業,車床一直是其優勢所在。此次展出的一臺202TG車銑磨一體機床(圖15),能實現一次裝夾下的車削、銑削和磨削加工,精度好,效率高,成本低,尤其適合硬材料的加工。

圖15 202TG車銑磨一體機床
202TG機床的結構如下圖(圖16)所示,床頭箱固定,只作回轉運動,近身端配置了兩軸聯動的伺服機構,用于工件內外圓的磨削,遠身端同樣配置了兩軸聯動的伺服機構,配合一套圓刀塔刀具系統,用于工件的車削和銑削。該機床配置了氣動卡盤,其主軸的跳動可達到0.0003 mm。該機床的最大車削直徑80 mm,最大的車削長度150 mm。
該機床可有4個版本可供選擇:車銑中心1(圓刀塔刀具系統+直線刀具系統)、車銑中心2(磨削系統+直線刀具系統)、車磨中心(圓刀塔刀具系統+磨削砂輪系統)、磨削中心(磨削砂輪系統+磨削砂輪系統)。通過在伺服軸上布置不同的刀具系統,實現不同的功能。
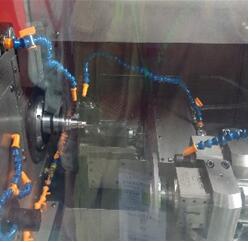
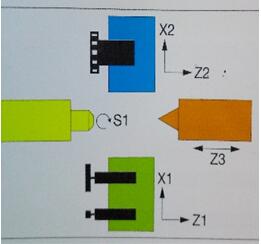
圖16 202TG機床的結構
3.3 EMAG集團
EMAG集團此次參展的機床是VLC200GT車磨中心(圖17)。從結構上來看,相當于該公司2017年北京國際機床展展出的的放大版。

圖17 VLC100GT車磨中心
和肖布林的202TG 車銑磨一體機床不同,VLC200GT車磨中心采用立式布局,床頭箱倒置(圖18),該創新性的結構在國際上來看基本沒有同類結構的機床。該機床工件軸C1放置在Z1軸上,整個 Z1軸又跟隨X1軸作水平方向的進給。機床的下部固定有三大部分:配備了大砂輪的外圓磨架(SP4)、內圓磨架(SP4)和帶12個硬車刀位的刀塔(A1)。同時在整個機床的左側設有用于工件上下料的自動穿梭裝置。其中X1軸的行程達到了1700 mm,如此大的行程使得一次裝夾下完成內外圓及各端面的車削和磨削成為可能。
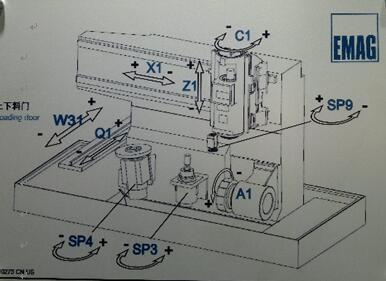
圖18 VLC200GT車磨中心立式布局
該機床主要有以下優點:倒立式加工,車屑及磨削灰向下,比較理想。車磨一體,預車和磨削組合減少了加工時間,工件表面也沒有了車削紋路;在一次裝夾中工件預車后只留給后續磨削很小的加工余量,提高了生產效率,同時,因為磨削的加工余量少了,砂輪的損耗也小了,相應的修整頻次降低,即降低了刀具成本。
下面就該機床的主要技術參數簡單介紹:
卡盤直徑 210 mm
回轉直徑 270 mm
最大工件直徑 160 mm
最大工件長度 100 mm
行程X/Z軸 1700/250 mm
上料時間(取決于夾具) 6~10 s
4 . 結語
內圓磨床的發展,伴隨著機遇與挑戰。國內機床,包括中國臺灣地區,和參展的國外機床仍存在較大差距。國內機床的發展,仍以傳統的結構布局為主,從功能上看,還是多以單一的磨削為主。國外機床的新結構、高精的專利技術值得我們國內內磨廠家學習。磨削精度是磨床的靈魂,如何提高機床本身的精度,任重而道遠,這需要我們一起努力,研究新的材料,研究新的加工工藝提高核心零件的加工精度,研究新的裝配工藝方法,提高機床核心部件的運行精度,而在這一方面,國外機床已經走在了我們的前面。
此次展會參展的內圓磨床數量雖然不多,但是從這些參展的機床可以看出,以高效高精度降成本為中心,磨床多表面復合磨削,自動上下料及車銑磨一體化是內圓磨床發展的大勢。而在這一方面,國外主要機床廠家也已經領先我們,國內的內磨制造廠家還需努力,迎頭趕上!
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

