


3MZ1420外溝磨床砂輪修整器改造
2016-8-2 來源:哈爾濱軸承集團公司 制造技術(shù)部 作者:楊海峰 張雪龍 孟祥國
摘 要:3MZ1420 是磨削球軸承外圈溝道的專業(yè)磨床。經(jīng)過對該磨床砂輪修整器的改造,增大了回轉(zhuǎn)座的懸臂長度,調(diào)整了金剛筆到修整器回轉(zhuǎn)中心的距離,實現(xiàn)了調(diào)心軸承外圈球面滾道的磨削加工,達(dá)到一機多能,擴大了機床的用途,滿足了軸承產(chǎn)品的加工需求,節(jié)省了采購新設(shè)備的成本。
關(guān)鍵字:3MZ1420 外溝磨床;砂輪修整器;調(diào)心軸承外圈球面滾道;回轉(zhuǎn)油缸;磨削砂輪
1、前言
隨著時代的發(fā)展和科技的進步,對軸承生產(chǎn)裝備水平的現(xiàn)代化和軸承的質(zhì)量有了更高的要求,軸承行業(yè)競爭也更加激烈,加速產(chǎn)品結(jié)構(gòu)的調(diào)整步伐,緊跟市場,生產(chǎn)出質(zhì)量高、需求大、利潤高的軸承是軸承生產(chǎn)企業(yè)義不容辭的責(zé)任。公司現(xiàn)有舊設(shè)備比較多,通過改造設(shè)計,可以節(jié)約購買新設(shè)備資金和購買設(shè)備周期長的問題,使舊設(shè)備發(fā)揮更大的潛力,實現(xiàn)一機多能,加工出更多類型的軸承產(chǎn)品,滿足市場需求。
2、3MZ1420 機床簡介及改造必要性
3MZ1420 球軸承外溝磨床用于磨削球軸承外圈溝道,磨削的套圈滾道呈內(nèi)圓形狀,是批量加工球軸承套圈的全自動磨床。
加工范圍:軸承外圈外徑:Φ 100~200mm,
工件最大寬度:50 mm,
溝道最大曲率半徑:25 mm,
工件轉(zhuǎn)速:120、150、190、240、300、380r/min,
砂輪轉(zhuǎn)速:最大9 000 r/min,
液壓系統(tǒng)供油壓力:8~11 kg/cm2,
電動機:砂輪電機:7.5 kW,
工件電機:0.75 kW,
油泵電機:0.8 kW。
3MZ1420 球軸承外溝磨床用于磨削球軸承外圈溝道,其磨削示意圖如圖1。
工作時電磁無心夾具吸住軸承外圈,磨削砂輪對軸承外圈溝道進行磨削,加工軸承產(chǎn)品工序單一。為了提高機床的使用效率,滿足軸承生產(chǎn)需求,對3MZ1420 球軸承外溝磨床砂輪修整器進行改造,使該設(shè)備可以磨削調(diào)心球軸承和調(diào)心滾子軸承外圈溝道,實現(xiàn)一機多能,提高機床使用效率。
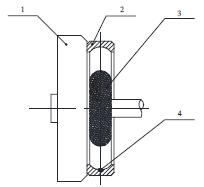
1. 電磁無心夾具 2. 軸承外圈 3. 圓弧砂輪 4. 軸承外圈溝道
圖1 磨削示意圖
3 、砂輪修整器的改造
3MZ1420 球軸承外溝磨床圓弧砂輪修整器部分由上下移動油缸、圓弧修整的回轉(zhuǎn)油缸及尺寸調(diào)整機構(gòu)組成。修整器的上下移動由油缸帶動。移動導(dǎo)軌采用鋼球滾動導(dǎo)軌。圓弧修整器的運動靠回轉(zhuǎn)油缸經(jīng)鍵傳動使搖擺頭架往復(fù)回轉(zhuǎn)。搖擺角度的大小由擋塊來調(diào)整,搖擺往復(fù)靠行程開關(guān)發(fā)信號,使電磁閥吸脫改變油路,達(dá)到修整器底座固定在進給機構(gòu)拖板的支架上進行位置調(diào)節(jié)。尺寸調(diào)節(jié)有兩種,大調(diào)節(jié)使立柱移動,以適應(yīng)套圈規(guī)格變動的尺寸調(diào)節(jié);尺寸的微量調(diào)節(jié),由把手來進行,該修整器修出的砂輪為圓弧型,用于磨削球軸承外圈溝道。
為提高該機床使用效率和擴大使用范圍,通過對機床砂輪修整器改造設(shè)計,使該機床能夠加工調(diào)心軸承外圈溝道,改造后的砂輪修整器如圖2 所示。
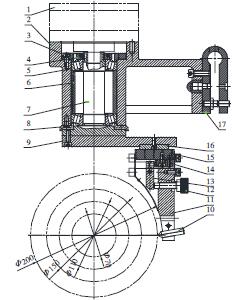
1. 回轉(zhuǎn)油缸 2. 回轉(zhuǎn)座 3. 蓋 4. 鎖緊螺母 5. 圓錐滾子軸承
6. 套 7 . 軸 8 . 蓋 9 . 墊板 1 0. 金剛筆 1 1. 回轉(zhuǎn)體 1 2. 螺釘
13. 拉桿 14. 擋塊 15. 滑板 16. 滑鍵 17. 彈簧板
圖2 改造后的砂輪修整器
調(diào)心球軸承和調(diào)心滾子軸承共同特點是外圈均為球面滾道,外圈滾道面中心與軸承中心一致。調(diào)心軸承除承受徑向載荷外,軸承還可以承受雙向作用的軸向載荷。
改造后砂輪修整器為了能加工調(diào)心軸承外圈球面滾道,增大了回轉(zhuǎn)座2 的懸臂長度,使回轉(zhuǎn)油缸1 帶動整個由回轉(zhuǎn)座2、蓋3、鎖緊螺母4、圓錐滾子軸承5、套6、軸7、蓋8 組成的回轉(zhuǎn)體中心與磨削砂輪中心保持一致。根據(jù)被加工調(diào)心軸承外溝尺寸,通過改變墊板9 的長度,使金剛筆筆尖10 到回轉(zhuǎn)中心的距離滿足加工圖紙要求的半徑R 的尺寸,從而對磨削砂輪進行修整。改造后該機床可磨削調(diào)心軸承軸承外圈溝曲率半徑R 50~100 mm,根據(jù)調(diào)心軸承外圈尺寸及幅寬不同,換裝不同規(guī)格的磨削砂輪。修整完成后,對調(diào)心軸承外圈球面滾道進行磨削,滿足軸承產(chǎn)品尺寸和精度要求。
改造后的砂輪修整器尺寸調(diào)節(jié)有兩種,大調(diào)節(jié)通過改變墊板9 的長度來進行;尺寸的微量調(diào)節(jié),與原來修整器一樣由微調(diào)把手來進行,以滿足所修整的砂輪圓弧尺寸與被加工套圈外溝溝曲率圓弧尺寸一致。
改造后的機床在自動磨削結(jié)束后,工作臺退回,修整器通過電磁換向閥下降至砂輪處,通過修整器搖擺開關(guān)閥操作手柄,向右扳為關(guān)閉,向左扳為打開,并通過修整節(jié)流閥作無級調(diào)整,進行砂輪修整運動。
該機床改造完成后加工調(diào)心軸承外圈溝道工作循環(huán)過程如下:
手動循環(huán)起動按鈕──上料──磨架進入工件──工件橫向塊跳進──快速趨近──粗進給──精進給──工件橫向跳出,進給返回──磨架退出工件,補償──下料──砂輪修整器移下──修整一個往復(fù)──修整器上升。機床動作循環(huán)結(jié)束。
改造后的砂輪修整器在精磨結(jié)束后進行修整,并且可以通過預(yù)置記數(shù)進行修整動作,由波段開關(guān)預(yù)置一至五次。如預(yù)置五次,表示磨削四個零件的循環(huán)動作中無修整和補償動作,到第五個零件磨削結(jié)束,則進行補償和修整動作,修整結(jié)束,解除電源呈復(fù)原狀態(tài),自第六個零件又重新開始記數(shù)。在磨削過程中,如撥動波段開關(guān)或有復(fù)位動作,則解除記數(shù)累計,重新記數(shù)。
4 、結(jié)束語
改造前該機床只能加工球軸承外圈溝道,通過對該該機床圓弧砂輪修整器部分的改造,使該機床可以加工外徑Φ 100~200mm 調(diào)心球軸承和調(diào)心滾子軸承外圈溝道,從而實現(xiàn)一機多能,滿足軸承產(chǎn)品生產(chǎn)需求,降低了采購新設(shè)備的成本,提高了機床的使用率,擴大了機床的用途。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)