


摘要:Y7520W 萬能螺紋磨床是陜西江漢機床廠七八十年代生產的用于工具車間的各種刀具的螺紋磨削的磨床,該機床頭架采用傳統的直流調速系統,系統復雜老化故障率高,維修困難,基本處于閑置狀態,而且現在主流調速技術大多采用變頻調速和伺服調速。基于本機床的頭架速度控制要求,作者采用PLC 和變頻器對Y7520W 萬能螺紋磨床的進行電氣升級改造。以滿足一般工具車間的各種刀具的螺紋磨削的需要,給企業節約了成本,取得良好的經濟效益。
引言
螺紋磨削,與普通外圓磨削類似,工作臺沿著床身做滾動和滑動的導軌做縱向進給運動,砂輪架做橫向進給運動,為磨削不同導程角的工件,砂輪軸能在垂直面內轉一定角度。為消除雙向磨削時的換向間隙,在傳動鏈中設有間隙消除機構。機床有鏟磨機構和螺距累積誤差校正機構,保證螺紋加工的精度,另外,保證螺紋螺距精度,還要靠進給電機傳動精度控制,對進給調速電機控制要求較高。
1、 總體改造方案
Y7520W 萬能螺紋磨床電氣控制系統分為交流控制盒直流控制兩大主要部分,其中交流控制系統主要作用是控制機床各部分的運動。主要包括砂輪電機控制,砂輪電機潤滑泵控制,電機放大機原動機控制,機床潤滑泵電機控制及冷卻泵電機控制等。其中直流控制系統主要包括工作臺運動,包括工作臺的往復運動和工件的旋轉運動。針對螺紋磨削對頭架速度控制以及砂輪架速度控制要求較高,而且直流調速系統復雜,故障率高,維修困難,加工精度難以控制等原因,總體改造方案主要包括三個方面:第一,對直流調速系統進行改造,用變頻器驅動三相異步電動機取代頭架傳統的直流調速電機,利用模擬量控制實現無級調速;第二,鑒于螺紋磨削砂輪架轉速影響到螺紋磨削工件粗糙度,因此增加變頻器控制機床上原有的三相異步電動機,實現多段速調速控制,以適應不同螺紋磨削精度加工要求;第三,針對螺紋磨床電氣控制系統的輸入輸出信號多,連鎖控制條件繁瑣,傳統接觸器繼電器控制系統布線復雜,故障率高,維修困難,用PLC 取代原先的接觸器繼電器控制系統。
2 、控制系統電氣設計
2.1 硬件選型及組成
砂輪架控制:選用三菱FR-A700 變頻器,控制功率為4KW 的三相異步電動機。
頭架控制:原來為0.45KW,額定轉速為1500 轉/ 分的直流電機,根據工藝要求,該直流電機具有較寬的調速范圍,使電動機在(12~1800)轉/ 分的范圍內變化,選用三菱FR-A800 變頻器,控制功率為0.75KW,4 極的三相異步電動機。
系統控制單元:根據螺紋磨床輸入輸出點數及系統備用點數,選用三菱FX2N-48MR PLC 作為螺紋磨床的控制單元。
2.2 系統控制線路設計
2.2.1 主電路及電源電路
螺紋磨床改造后的電氣原理圖如圖2 所示,去掉了改造前直流部分動力源電機放大機原動機,砂輪電機以及工件電動機分別采用變頻控制,實現無級調速,其中工件電動機正反轉、快速磨、鏟磨有PLC 輸出信號控制;工件電動機粗磨精磨通過電位器模擬0-5V 電壓控制。砂輪電機啟動、調速有PLC 輸出信號控制,可實現多段速調速,以滿足不同精度螺紋磨削的要求。此外,機床照明燈還是采用AC24V 安全電壓旋轉開關控制,其他電機、電磁閥、指示燈由PLC 直接控制。
2.2.2 PLC 控制系統電路(如表1、表2、圖1、圖2)
表1 輸入分配
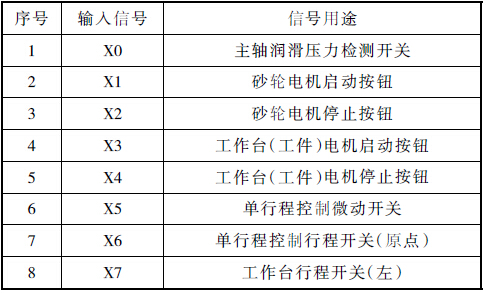
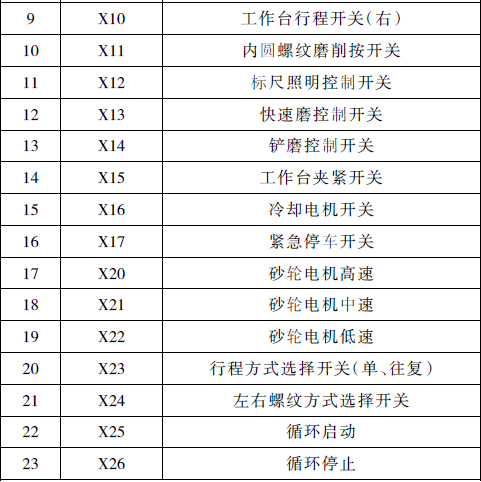
表2 輸出分配


圖1 控制系統PLC 輸入信號連接圖
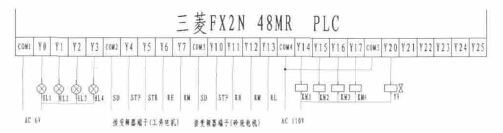
圖2 控制系統PLC 輸出信號連接圖
2.2.3 變頻器控制系統電路
(1)砂輪電機變頻電路。如圖4 所示,為了滿足不同螺紋磨削要求,砂輪電機采用多段速調速,通過PLC 連接變頻器的多段速端子RH、RM、RL,分別設置高速、中速、低速,對應部分參數設置如下:
P79=3,為外部/PU 組合運行模式1。
P1=90,為上限頻率。
P2=5,為下限頻率。
P4=80,為高速。
P5=55,為中速。
P6=30,為低速。
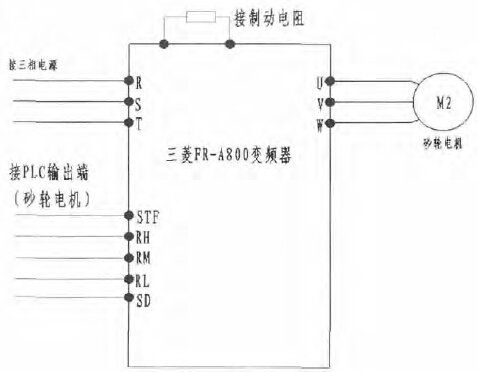
圖3 工件電動機變頻控制原理圖
(2)工作臺運動變頻電路。在螺紋磨削過程中,對于工作臺及工件電機的控制尤其重要,可以進行鏟磨及快速磨的控制,所謂鏟磨及快速磨可以理解為慢速(粗磨)與快速(精磨),針對磨削工藝,采用變頻多速端子RM、RL 再加電位器控制方式,控制精度進一步提高。其對應部分參數設置如下:
P79=3,為外部/PU 組合運行模式1。
P1=60,為上限頻率。
P2=5,為下限頻率。
P3=45,為快速磨方式
P4=10,為鏟磨方式
P73=1,為0~10V 模擬電壓輸入。
2.2.4 電氣系統軟件設計
Y7520W 螺紋磨床改造后采用PLC 控制,控制穩定性高,后期維護維修方便。其中部分PLC 程序如圖5、圖6所示。
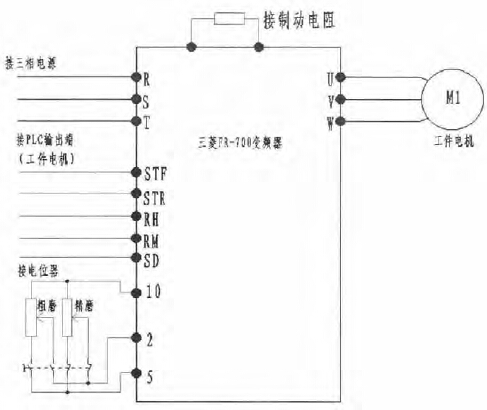
圖4 砂輪電動機變頻控制原理圖
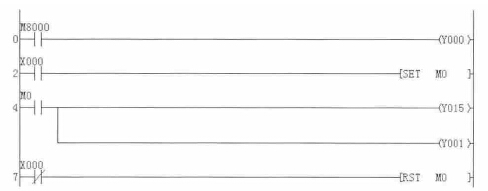
圖5 電源指示及主軸潤滑程序
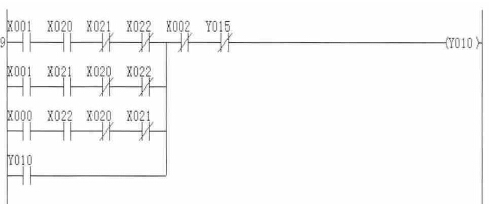
圖6 砂輪電機啟停及調速程序
3、 調試
調試前確認三相交流電源電壓、PLC 輸入電源電壓、控制變壓器輸入輸出接線、電動機電源相序及接地線是否正常。以下簡要說明Y7520 螺紋磨床的調試步驟:
(1)檢查三相電源、接地線等是否良好,然后依次接通QF0-QF10 斷路器,依次測量PLC 輸入電源電壓、控制變壓器輸入輸出電源等電源電壓;
(2)啟動機床照明、標尺照明及冷卻電機等,觀察工作是否正常;
(3)啟動主軸潤滑電機及砂輪電機,觀察油壓壓力大小及砂輪電機運行、轉向及振動情況;
(4)將轉換開關擰到“單向行程”位置,操縱砂輪架手柄進退,觀察工件旋轉情況、變頻調速情況及工作臺是否按照選擇好的速度向右運動以及按照最高速度向左返回;
(5)將轉換開關擰到“往復行程”位置,按下循環啟動按鈕,觀察工件旋轉情況、變頻調速情況以及是否能夠實現自動往復及停止自動往復。并注意觀察在工作臺每次返程中,機床潤滑電機工作是否正常;
(6)將工作臺的操作手柄向外拉至快速位置,按下“快速磨控制按鈕”觀察快速磨削情況,同樣的方法在觀察鏟磨磨削情況;
(7)選擇在“單向行程”方式及“往復行程”方式磨削過程中,按下急停按鈕,觀察是否切斷整個機床控制電路的電源。
4 、結束語
該機床是濟南振榮機械公司是基于江漢機床廠故障機床大修為課題背景,改造后的Y7520W 螺紋磨床經過了電氣調試、機械聯動調試后,機械、電氣各個部件動作正常,沒有出現太大的機械及電氣故障,在正式機械加工前,在經過小批量零件的試加工,測量加工精度,微調變頻器參數及PLC 程序,以保正最好的加工精度及加工質量。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

