



感應淬火機床與上下料機械手控制系統(tǒng)的設計
2020-6-17 來源: 湖北汽車工業(yè)學院電氣與信息工程學院 作者:雷鈞 羅敏 吳岳敏 劉凌云
摘要: 對汽車轉向節(jié)雙工位淬火機床與上下料機械手控制系統(tǒng)進行了設計,雙工位淬火機床采用2 套西門子 808D 數(shù)控系統(tǒng),使用新松 SR120 機械手配合其進行上下料,提高工作效率。淬火機床與上下料機械手信號交互通過西門子 S7-1200PLC,用 PROFINET 總線把它們連接起來。經現(xiàn)場運行,整個系統(tǒng)工作正常,能夠滿足生產需要。
關鍵詞: 機械手; 數(shù)控系統(tǒng); 信號交互
隨著汽車行業(yè)的發(fā)展,淬火機床在汽車零部件加工中應用越來越廣泛。汽車轉向節(jié)承受多變的沖擊負載,要求具有高的強度和硬度,因此多采用高頻淬火工藝。機械手用于單機或自動線上傳送工件,可以減輕操作工的勞動強度,同時還可以大大提升生產效率。從文獻[1-3]可以看出,上下料機械手在機床上應用廣泛,文獻[1]敘述了西門子數(shù)控系統(tǒng)通過 IO 與上下料機械手控制系統(tǒng)交互信號,文獻[2-3]敘述了使用PLC 直接控制上下料機械手。
本文以汽車轉向節(jié)淬火機床自動上下料為例,使用新松 SR120 機械手,設計淬火機床與上下料機械手控制系統(tǒng)。
1 、工作原理與控制流程
如圖 1 所示,轉向節(jié)淬火機床由左右兩個工位組成,實現(xiàn)雙工位交替淬火,提升工作效率。淬火部位是轉向節(jié)端面和部分軸頸。每個工位安裝有伺服電動機、主軸旋轉電動機( 三相異步電動機)
、拖板、絲杠、上頂尖、下頂尖等。
上下頂尖頂緊轉向節(jié),主軸旋轉電動機通過皮帶,帶動下頂尖旋轉從而帶動轉向節(jié)旋轉,以均勻淬火。頂尖與拖板固定在一起,伺服電動機通過帶動絲杠來實現(xiàn)拖板上下移動。在人工進行上下料時,需要踩住腳踏板讓上頂尖縮回,然后將轉向節(jié)上下錐口對齊到上下頂尖,由于轉向節(jié)較重,把轉向節(jié)和上下頂尖對齊需要較多的時間,影響了生產節(jié)拍和效率。
因此在機床外設有一臺新松SR120 關節(jié)式機械手帶 2 個手爪,實現(xiàn)轉向節(jié)的自動上下料。機械手包括主機與附件、氣動爪具。機械手有效范圍不小于 3. 0 m,A 爪用于上料,B 爪用于下料
。機械手的動作順序是: 首先光電開關檢測抓料架上的抓料位是否有轉向節(jié)。如果有料,機械手移動到抓料位,A 爪夾起轉向節(jié); 沒有料則機械手會在原點等待。
機械手夾起轉向節(jié)后,返回原點。然后檢測淬火機床兩個工位的安全門是否打開,因為機床加工程序中已經設定加工開始前,門需要關閉,加工完成后,門自動打開,以此來判斷淬火是否完成。等有開門信號時,機械手去相應工位換 B 爪把淬火完的轉向節(jié)取下來。機械手退出機床,換 A 爪,把未淬火的轉向節(jié)放到淬火工位上,機床上下頂尖固定轉向節(jié)。
然后機械手再退出機床到設定點,發(fā)上料完成信號,淬火機床數(shù)控系統(tǒng)開始啟動轉向節(jié)淬火程序。機械手繼續(xù)移動到放料位,把淬火后的轉向節(jié)放下,然后返回到原點,等待執(zhí)行下一個循環(huán)。
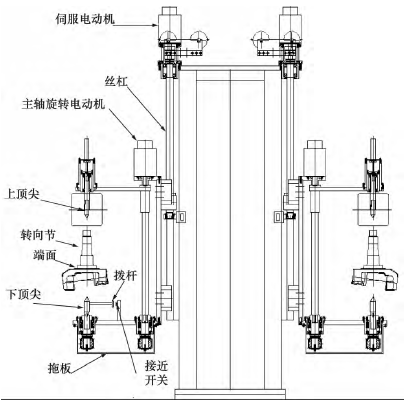
圖1 雙工位轉向節(jié)淬火機床
淬火機床收到機械手的上料完成信號后,開始轉向節(jié)淬火,如圖 2 所示,先關閉安全門,保證加工安全。隨后主軸電動機通過皮帶帶動下頂尖旋轉。下頂尖側面安裝有撥桿,下頂尖旋轉后撥桿會碰到轉向節(jié)的耳朵,帶動轉向節(jié)旋轉。如果頂尖沒有頂緊轉向節(jié),會在機床上料位把轉向節(jié)甩下來,避免在淬火的時候甩下來,損壞感應圈。為了避免端面定位時感應圈劃傷轉向節(jié)端面,過幾秒后旋轉停止。
本淬火系統(tǒng)只有一個電源提供功率,因此同一時刻只有一個工位在進行淬火處理,只能一個接觸器閉合,接觸器只有等待另外一個接觸器斷開才能閉合工作。端面定位啟動后,伺服電動機帶動拖板向上整體移動,當感應圈旁邊的觸頭與轉向節(jié)端面接觸,伺服電動機就停止運行并向下后退設定行程便于感應加熱。
端面定位結束后轉向節(jié)再次旋轉,接觸器吸合啟動加熱。當淬火達到工藝要求時停止加熱,接觸器斷開,對淬火工件進行冷卻,冷卻時間到后拖板向下移動到下料位,再啟動旋轉定位,方便機械手下料。最后自動打開安全門。
2 、控制系統(tǒng)設計
轉向節(jié)雙工位淬火機床由 2 套西門子 808D 數(shù)控系統(tǒng)分別控制左右工位,機械手控制系統(tǒng)控制 6 關節(jié)機械手的位置,機械手上的氣閥控制氣爪夾緊松開,氣閥由西門子 S7-1200PLC 控制。機械手氣爪張合信號由磁性開關檢測,并且輸出開關信號給 S7 - 1200。808D 數(shù)控系統(tǒng)用的是西門子 S7 - 200 的 PLC,不方便與機械手控制系統(tǒng)直接進行信號交互,因此用 S7 -1200 處理數(shù)控系統(tǒng)與機械手控制系統(tǒng)的交互信號。
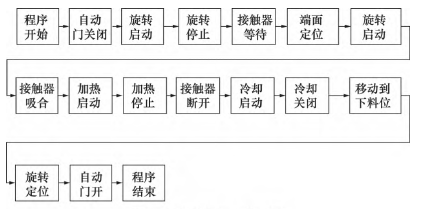
圖2 機床淬火加工流程圖
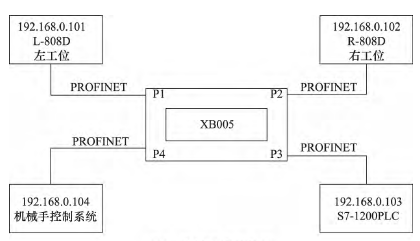
圖3 控制系統(tǒng)結構圖
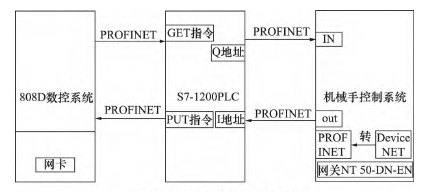
圖4 控制系統(tǒng)信號交互圖
如圖 3 所示,控制系統(tǒng)之間用 PROFINET 總線連接,西門子 XB005 為非網(wǎng)管型交換機。S7-1200 可設置 IP。數(shù)控系統(tǒng)自帶網(wǎng)卡,可設置 IP。機械手控制系統(tǒng)用網(wǎng)關NT 50-DN-EN 把 Device Net 轉為PROFINET,可設定 IP 。
3 、控制系統(tǒng)間信號交互設計
控制系統(tǒng)信號交互如圖 4 所示,S7-1200 用 GET指令從左右工位數(shù)控系統(tǒng)獲取信號,用 PUT 指令將信號放入相應的數(shù)控系統(tǒng)。機械手控制系統(tǒng)與 S7-1200之間的信號交互直接用 S7-1200
的 Q 地址對應機械手控制系統(tǒng)的 IN 地址,S7-1200 的 I 地址對應機械手控制系統(tǒng)的 OUT 地址。機械手控制系統(tǒng)給出的地址可以設定其作用。
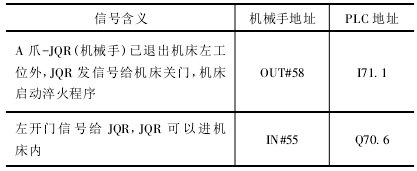
表1 是機械手控制系統(tǒng)與 S7-1200PLC 部分交互信號。
表 1 機械手控制系統(tǒng)與 S7-1200 PLC 部分信號交互表
( 1) 信號從機床數(shù)控系統(tǒng)到機械手控制系統(tǒng)以檢測左工位開門為例論述信號流向。如圖 5 所示,開門信號 I5. 3 輸入到 808D 數(shù)控系統(tǒng)并控制數(shù)控系統(tǒng)的 M50. 3。
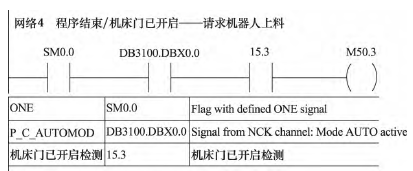
圖5 數(shù)控系統(tǒng)開門信號輸出
如圖 6 所示,S7-1200 調用 GET 指令將數(shù)控系統(tǒng)M50. 3 的數(shù)據(jù)讀取到 S7-1200 的 M50. 3。
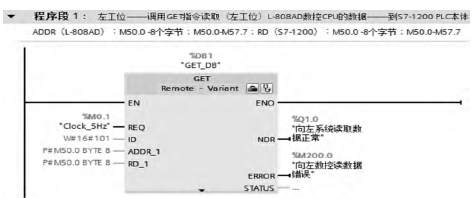
圖6 S7-1200讀取數(shù)控系統(tǒng)信號
如圖 7 所示,S7-1200 的 M50. 3 控制 Q70. 6。如表 1 所示,S7-1200 的 Q70. 6 和機械手控制系統(tǒng)的輸入信號 IN#55 是對應的,這樣就把數(shù)控系統(tǒng)的機床門檢測信號 I5. 3 傳送到機械手控制系統(tǒng) IN#55。
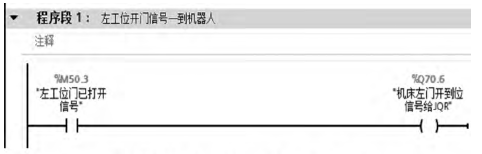
圖7 S7-1200輸出信號到機械手控制系統(tǒng)
( 2) 信號從機械手控制系統(tǒng)傳遞到機床數(shù)控系統(tǒng)以機械手退出機床,啟動淬火機床淬火為例論述信號流向。
如表 1 所示,機械手控制系統(tǒng)的 OUT#58對應著 S7 - 1200 的 I71. 1,如圖 8 所示,S7 - 1200 的I71. 1 控制輸出 S7-1200 的 M60. 0。
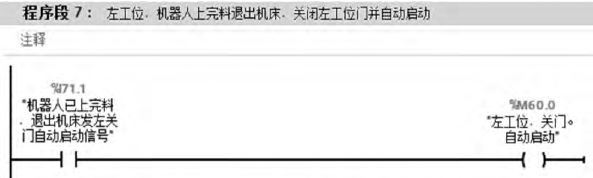
圖8 機械手控制系統(tǒng)輸入信號到S7-1200
如圖 9 所示,S7 -1200 調用 PUT 指令將 PLC 的M60. 0 的數(shù)據(jù)寫入左工位數(shù)控系統(tǒng)的 M60. 0 中。數(shù)控系統(tǒng) M60. 0 控制關門并且啟動轉向節(jié)淬火程序。
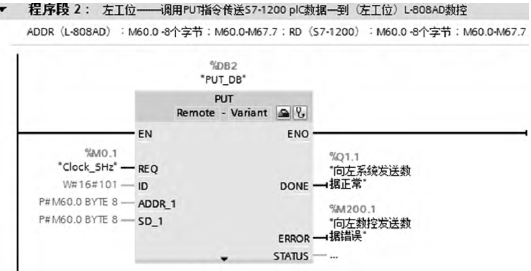
圖9 S7-1200寫入數(shù)控系統(tǒng)信號
4 、數(shù)控系統(tǒng)準停和端面定位功能設計
如圖 10 所示,由于轉向節(jié)特殊的結構,機械手進行上下料時需要轉向節(jié)的雙耳分別在下頂尖和撥桿兩側,這樣才不會磕碰下頂尖和撥桿。在上料時由機械手抓取位置和轉向節(jié)放置位置保證上料位置,在下料時轉向節(jié)的位置和上料時一致。
如圖 10 所示,在拖板上固定一個感性接近開關,當撥桿轉過接近開關時,接近開關信號輸入到數(shù)控系統(tǒng)輸入口,輸出給數(shù)控系統(tǒng)的 DB2900. DBX0. 1。
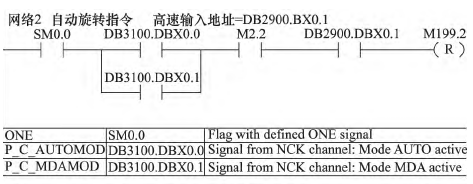
圖10 定向停程序圖
如圖 10 所示,當加工程序執(zhí)行旋轉定向停后,M2. 2 接 通,當 下 頂 尖 轉 到 感 應 開 關 位 置 時,DB2900. DBX0. 1 信號有效,旋轉啟動信號 M199. 2 復位,旋轉準確停止。
用機械手進行上料時,為了避免遇到轉向節(jié)放在下頂尖,上頂尖對不齊的情況。轉向節(jié)先對齊上頂尖,保證其可以頂入上錐口,然后機械手下移把轉向節(jié)放入下頂尖,上頂尖在氣缸推動下始終頂緊轉向節(jié)。淬火機床對轉向節(jié)淬火時要保證感應線圈和轉向節(jié)端面的相對位置合適,因此設計了端面定位功能。采用端面定位,每次定位都是相對于轉向節(jié)端面,可以提高定位精度,對淬火效果也有利。如圖 11 所示,當數(shù)控加工程序運行到 M13 時,端面定位啟動。
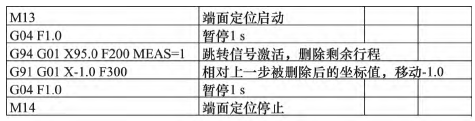
圖11 端面定位數(shù)控程序
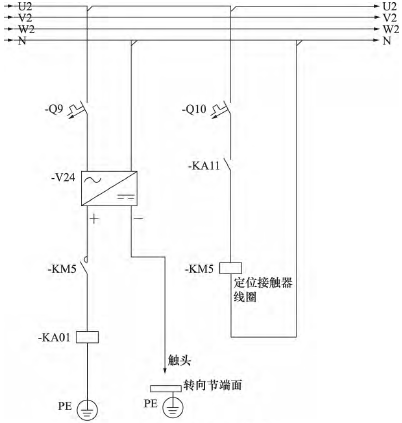
圖12 端面定位電氣圖
端面定位啟動后,數(shù)控系統(tǒng)輸出接通繼電器 KA11的線圈,如圖 12 所示,KA11 常開觸點接通,定位接觸器線圈 KM5 得電,常開觸點 KM5 閉合。當伺服電動機帶動拖板向上移動時,轉向節(jié)端面會與開關電源負端觸點接觸,回路接通,繼電器 KA01 線圈得電。繼電器 KA01 常開觸點閉合,此觸點連接數(shù)控系統(tǒng)的 I5. 7。
如圖 13 所示,I5. 7 接通后,輸出給數(shù)控系統(tǒng)的DB3200. DBX6. 2,從而數(shù)控加工程序的跳轉信號激活,如圖 11 所示,伺服電動機停止運行,從而拖板停止運行。
然后拖板向下后退設定行程便于感應加熱。
定位完成后,KA11 斷開。
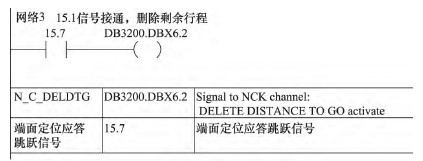
圖13 端面定位程
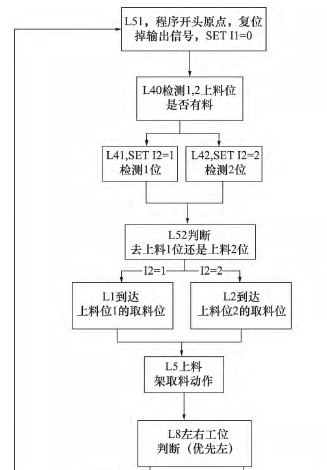
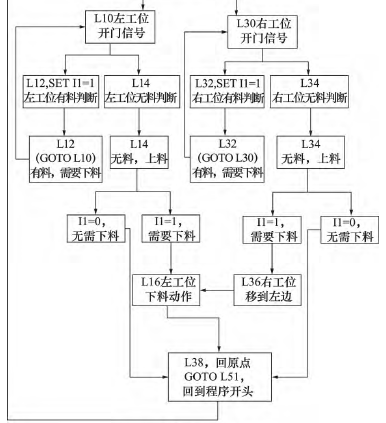
圖14 機械手動作流程圖
5 、機械手控制程序設計
機械手控制系統(tǒng)給出了示教編程所需的指令以及輸入輸出地址。通過示教編程控制機械手的動作流程,實現(xiàn)機械手自動上下料。上料位設置 2 個,下料位設置一個。機械手動作流程如圖 14
所示,Lx 是機械手的程序標簽。
6 結語
本文通過分析淬火機床與上下料機械手的控制流程,設計開發(fā)了淬火機床與上下料機械手控制系統(tǒng)。通過 S7-1200 溝通數(shù)控系統(tǒng)與機械手控制系統(tǒng)的交互信號,實現(xiàn)兩者的相互配合,機械手自動上下料以及機床自動淬火運行。通過調試及運行滿足了生產和工藝方面的要求。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年12月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)