


電火花小孔加工機床自動更換電極裝置的設計
2016-12-29 來源:北京科技大學機械工程學 作者: 劉李東 賈志新 高堅強 時解放 劉譯允
摘要:設計了一種電火花小孔機自動更換電極的裝置,主要由主軸頭快速接頭結構和平置式鏈式電極庫組成。通過設置鏈條張緊器和支撐部件,使鏈式電極庫運行順暢,并解決了移動單元一側偏重的問題。該裝置具有運行平穩、流暢、噪音小、結構簡單等優點,還能提高電火花小孔機的生產效率。
關鍵詞:電火花小孔加工機床;鏈式電極庫;電極夾頭
通常,電火花小孔加工機床是將大理石工作臺設置在機架基座頂面,待加工零件裝夾在大理石工作臺上,加工時通過夾頭和眼模定位的空心管狀電極在旋轉主軸的帶動下高速旋轉,并通過內部孔道中的高壓去離子水清除放電加工中蝕除的金屬,常用來加工直徑0.3~3 mm 的小孔,加工速度可達20~60 mm/min。相對于其他小孔加工方法,電火花小孔加工具有以下優勢[1]:① 可加工任何導電材料,不受工件材料硬度的約束; ② 可在斜面上加工盲孔、深孔、斜孔及異形孔等;③ 加工過程中切削力很小,對工具的強度和剛度要求低;④ 加工后的零件重熔層薄,表面質量好,經濟效益突出。
隨著航空航天、汽車工業、模具制造及電子工業的發展,對葉片、渦輪外環的氣膜孔、火焰筒及安裝邊的冷卻孔、燃油噴注器的燃油噴射孔、化纖噴絲板、印制電路板、陀螺儀的群孔和微孔加工提出了更高的要求[2-3]。為滿足零件設計要求,提高小孔加工精度、效率及自動化、智能化水平,目前國外高檔電火花小孔加工機已實現多點位數控、自動檢測加工零件、自動更換規準、自動控制加工深度、監測電極損耗、任意單孔選擇加工、樣件孔位采集自學習編程及自動更換電極和眼模等功能。然而,國內電火花小孔加工機的自動化水平雖有較大提升,但電極的更換仍采用傳統的人工手動方式。由于電火花小孔加工機的電極受剛度限制,常用規格長度一般約為300 mm 或400 mm,除去用于夾持密封不能利用的料頭約100 mm, 實際利用長度有限, 加之放電加工中有相當大的電極損耗,通常電極損耗與小孔加工深度約為1∶1。因此,在使用電火花小孔機加工群孔時需頻繁更換電極,且每次人工更換電極時的夾緊、校正都會消耗大量時間[4]。為提高電火花小孔加工機的自動化水平及加工效率,節省輔助時間,本文設計了一種可容納32 支管狀電極的鏈式電極庫。
1.主軸頭快速接頭結構設計
傳統電極夾頭以螺帽、螺絲結合于加工旋轉軸下方,不易與其他更換裝置搭配,且螺紋連接精度低,鎖緊時松緊程度稍有差異就會對電極夾頭的校正精度產生影響,進而影響加工質量。為解決該問題,適應平置式鏈式電極庫的需要,根據液壓式快速接頭形式設計了主軸頭快速接頭結構。由圖1 可見,在旋轉主軸上開有多個槽位,每個槽位內裝有一個鎖緊鋼珠。鎖緊套套在旋轉主軸上,通過撥叉的動可利用鎖緊鋼珠實現對電極夾頭的鎖緊與松開。具體原理為:當伸縮氣缸收縮時,撥叉帶動鎖緊套向上運動,旋轉主軸槽孔內的鎖緊鋼珠退到鎖緊套的容退空間中, 電極夾頭與旋轉主軸松開;同理,可將電極夾頭鎖緊在旋轉主軸內。
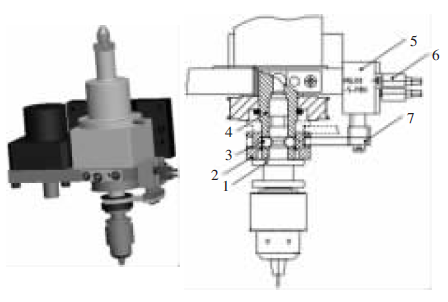
1. 電極夾頭2. 鎖緊套3. 鎖緊鋼珠4. 鎖緊主軸
5. 微型帶導桿氣缸6. 磁性開關7. 撥叉
圖1 主軸頭快速接頭結構圖(電極夾頭鎖緊狀態)
為適應主軸頭快換接頭裝置的需要,設計了兩種夾緊結構的電極夾頭。鉆夾頭型式結構簡單、裝夾方便,可裝夾直徑0.3~3 mm 的電極絲(圖2a);彈性夾頭型式選用1A 型固定式彈簧夾頭,夾緊可靠,具有極高的夾持精度和系統剛性。夾持體連接桿上分布3 個凹槽,自上而下依次為:刀座夾槽、鎖緊槽和手爪夾槽,分別供電極庫刀夾夾持、旋轉軸鋼珠鎖緊和機械手夾持。由于放電加工管狀電極的內孔需充入高壓水,為防止工作液外泄,在夾持體頂管安裝E041 橡膠止水塞, 通過與旋轉主軸上相應錐面的壓緊實現密封。
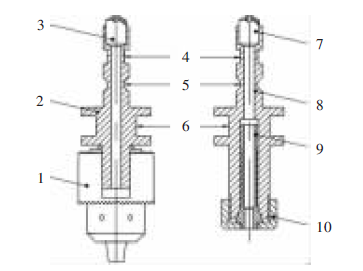
1. 鉆夾頭2、8. 夾持連接桿3、7. 止水塞4. 刀座夾槽
5. 鎖緊槽6. 手爪夾槽9. 彈簧夾頭10. 鎖緊螺母
(a)鉆夾頭夾持體(b)彈性夾頭夾持體
圖2 兩種電極夾頭結構
2.自動更換電極裝置的結構及原理
2.1 鏈式電極庫的設計
為適應管狀電極又細又長的特點,鏈式電極庫采用平置式布局,具體結構見圖3。由4080 工業鋁型材12 作為基體, 通過滑塊螺母連接上底板4、下底板13 和鏈條張緊器2。電極庫的驅動采用步進電機5、減速器6 及鏈輪轂、鏈條完成任意電極夾頭的選取。鏈式電極庫的主動鏈輪10 采用上下底板支撐,具有良好的剛性;從動鏈輪1 由鏈條張緊器采用懸臂支撐, 可方便地補償因磨損造成的鏈條伸長,防止振跳、嚙合不準確及跳齒、脫鏈等現象產生。目前,鏈條張緊器已有專業廠商生產,不必自行設計,本文采用了Span-Box Size1 型重型鏈條張緊器。為保障鏈式電極庫的定位剛性,將抓取位置設置在主動鏈輪側。
在鏈式電極庫的上底板裝有零點接近傳感器3和定位傳感器7。本鏈式電極庫采用增量型編碼器,為避免斷電時電極夾頭發生移動, 機床每次開機后,鏈式電極庫必須進行回零操作,使高位計數器找到標準參考點,在此選用E2B-M12KS02-M1-B1經濟型接近傳感器,其檢測距離為2 mm。由于該鏈式電極庫結構小,不適宜用分度凸輪進行機械式精確定位,且因鏈條磨損、節距發生變化,單靠電氣補償的電氣控制也不能解決電極庫的精確定位。目前,國內外大多采用通過2 個精定位感應開關傳回模擬量,或是轉化為數字量后用差值來控制電極庫電機正轉或反轉,最終實現電極庫的精確定位[5],在此選用ZX-EM02T 線性接近型智能傳感器, 搭配ZX-EDA41 放大型(PNP 型)單元,其輸出電流為4~20 mA,檢測距離為2 mm。為檢測鏈式電極庫抓取位置電極夾頭的有無, 在下底板裝有E3Z-LS81 距離設定型光電傳感器9,設定距離為90 mm。
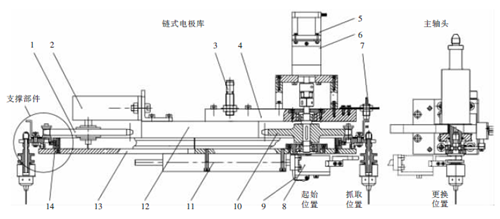
1. 從動鏈輪2. 鏈條張緊器3. 零點傳感器4. 上底板5. 步進電機6. 減速器7. 定位傳感器8. 氣爪
9. 光電傳感器10. 主動鏈輪11. 帶導桿氣缸12. 4080 工業鋁型材13. 下底板14. 環形導軌
圖3 鏈式電極庫結構圖
鏈式電極庫中的鏈條單元均具有橫向與縱向的組裝間隙,加之電極夾頭懸掛在鏈條上,在重力作用下略有下垂,并對鏈條產生偏轉力矩,使刀夾一端發生翹起,鏈條隨之扭轉,運轉時易發生電極夾頭脫落事故及產生噪音,影響工作性能。為使鏈條運轉順暢,提高傳動精度與可靠性,設計了鏈條支撐機構(圖4)。在電極夾頭安裝架上裝有2 個螺釘軸承,1 號螺釘軸承與下底板的1 號約束面接觸,2 號螺釘軸承與環形導軌的2 號接觸面接觸。2 個螺釘軸承呈上下布置且一前一后,1 號螺釘軸承起支撐作用,2 號螺釘軸承克服了因偏重引起的翹起和對鏈條的扭轉作用,使鏈輪僅傳遞運動。

圖4 支撐部件結構圖
2.2 機械手的設計
更換機械手安裝在鏈式電極庫的下底板上,采用單臂式機械手形式, 由薄型帶導桿直線氣缸11和氣爪8 組成(圖3)。機械手工作過程中需對3 個位置進行檢測:
(1)起始位置:氣缸未伸出的位置。機械手在該位置不和工作中的鏈式電極庫發生干涉。
(2)抓取位置:機械手在該位置控制擺動氣爪的夾緊與松開,用于在電極庫中取放指定的電極夾頭。
(3)更換位置:氣缸伸出的極限位置。主軸運動到其正上方配合機械手實現更換電極夾頭。
上述3 個位置由安裝在伸縮氣缸上的3 個磁性開關實現控制,同時,氣爪上也配有氣爪開合檢測磁性開關。為使機械手與鏈式電極庫及主軸頭配合流暢,不發生碰撞、噪聲,需對機械手的這3 個工作位置進行調校[6]。
3.電極夾頭交換過程
本文設計的自動更換電極裝置采用單臂式機械手進行電極夾頭的更換,且適合采用固定更換方式,即電極夾頭編號和刀夾號始終對應,電極夾頭在主軸上使用完畢后仍歸還到原來的刀夾上。
當電極絲消耗完畢或需加工不同直徑的小孔時,發出更換電極夾頭的指令。下面以主軸上1 號電極夾頭管狀電極消耗完畢、需5 號電極夾頭為例,說明自動更換電極裝置的工作過程。
(1)系統收到更換電極夾頭指令后,將鏈式電極庫1 號刀夾旋轉至抓取位置(圖5a)。鏈式電極庫的光電傳感器檢測抓取位置有無電極夾頭,如果沒有電極夾頭,可繼續進行,否則系統報警。
(2)W 軸帶動其運動底板上升至指定位置,Z 軸帶動主軸頭上升至更換位置(圖5b)。
(3)機械手伸出至更換位置,氣爪夾緊主軸上的1 號電極夾頭,主軸頭上的伸縮氣缸帶動鎖緊套向上運動,鎖緊鋼珠脫出,主軸和電極夾頭松開。Z軸帶動主軸頭上升至零點位置(圖5c)。
(4)機械手收回至抓取位置,抓取到位磁性開關發訊,氣爪打開,1 號電極夾頭放置在鏈式電極庫中。機械手繼續收回至起始位置(圖5d)。
(5)采用最短路徑原則判斷鏈式電極庫的旋轉方向,經粗定位、精定位,將5 號電極夾頭旋轉至抓取位置(圖5e)。
(6)機械手伸出至抓取位置,抓取到位磁性開關發訊,氣爪夾緊5 號電極夾頭。機械手繼續伸出至更換位置停止。主軸頭下降至交換點,與電極夾頭夾持部位吻合, 將5 號電極夾頭裝入主軸頭,鎖緊氣缸帶動鎖緊套向下運動,鎖緊鋼珠將電極夾頭鎖緊(圖5f)。
(7)機械手退回至起始位置(圖5g)。
(8)主軸頭帶動低速電機旋轉,自動穿入眼模孔,更換過程完畢(圖5h)。
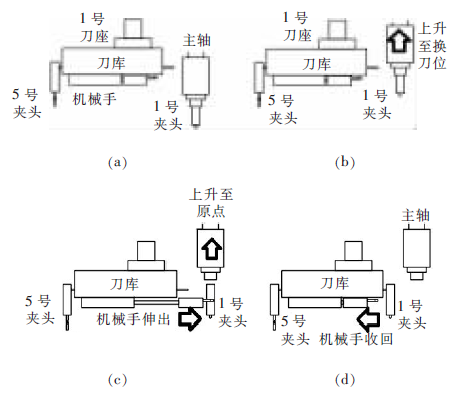
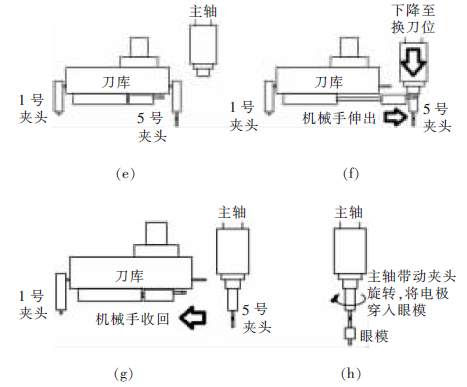
圖5 自動更換電極裝置工作過程圖
4. 結束語
本文設計了適用于電火花小孔加工機床的電極夾頭更換的鏈式電極庫及與之配合的主軸頭快速接頭結構,適用于群孔加工,提升了自動化水平和求心定位精度,滿足了市場需要。同時,對于小型平置式鏈式電極庫的設計具有一定的參考價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

