



自制氣動分度盤在框架類零件加工中的應用
2022-6-30 來源:貴州航天南海科技有限責任公司 作者: 陳天進
某型號產品本體屬于典型的框架類零件,用這個產品作為氣動分度盤在框架類零件加工中的試驗案例。該產品采用的毛坯材料為鋁合金整料,原試制數控加工工藝根據工序集中原則,采用精密三軸加工中心多次裝夾完成大量的工作內容,加工成本高,零件變形嚴重,尺寸精度不易保證,合格率不高。經工藝改進后,采用重新設計的氣動分度盤工裝即可完成零件的精加工。
氣動分度盤是利用氣缸將壓縮空氣轉換成動力來鎖緊產品的一種氣動夾具,然后在其基礎上加裝防振工裝,減少產品在加工過程中的振動,可以實現一次裝夾,多面加工。
1. 零件的總體分析
零件本體的材料為鎂硅鋁合金,屬于鋁合金的一種,其硬度較小、韌性較好,在加工過程中容易產生熱變形。
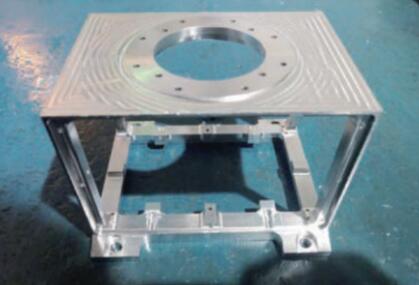
圖 1 某型號產品本體
如圖 1 所示,產品是將一整塊鋁原料,經過機械加工成型,且零件型腔內無任何加強筋和支撐,僅靠 4 根支柱支撐,剛性差, 且圓形凸臺上表面平面度要求為 0.005mm,內孔公差為0.03mm。
2. 零件加工存在的主要問題
原加工工藝為粗加工→熱處理(高低溫去應力處理)→依次精加工 6 個面,受鋁合金原材料易變形特性所限,尤其在加工最后面的時候,產品內部沒有支撐,加工質量不穩定,導致零件線性尺寸超差。
在加工過程中極易產生變形和振刀的現象,從而影響加工精度,導致幾何公差超差而造成產品不合格。傳統的加工工藝方法為先對毛坯材料進行粗加工,單邊留 2mm 的精加工余量,然后進行去應力熱處理,最后在三軸立式加工中心上進行精加工,即用虎鉗夾持多次翻面進行加工。
由于產品內腔沒有任何支撐,在加工的過程中很容易造成產品變形,致使產品圓形凸臺上表面的平面度公差超差,零件接刀痕較嚴重和尺寸超差,對操作人員的裝夾要求很高,每次裝夾必須要控制好夾緊力。加工效率很低,產品加工質量不易保證。
3. 解決方法和途徑
針對產品易變形的特性,按照先粗后精,基準先行的加工原則,先對產品進行粗加工,然后進行去應力熱處理。精加工工序 : ①加工基準面。②自制氣動分度盤(見圖 2)和增加防振工裝進行加工后面的面。③半精加工圓形凸臺上表面留0.3mm 的精加工余量。④待所有面加工完以后,用精鏜刀精加工圓形凸臺上表面和內孔的內容,以保證其幾何公差。
4. 確定數控加工內容
數控加工一般采用工序集中原則,新加工工藝是以原工藝為基礎改進而來的,是對原工藝精銑加工工序內容的加工方法和加工順序進行改進,將其確定為數控銑削加工工序。基于此,設計了該工裝夾具。
由于改進后的工藝采用自制工裝加工該框體上的全部型腔、孔,適合放在加工中心設備上加工完成。該零件加工內容只有半精銑、精銑及鉆等工步,所需刀具不超過 20 把,故采用現有設備 V20i 立式加工中心即可滿足上述要求,工件裝夾后可自動完成零件加工。
V20i 立式加工中心各項參數 :X 軸行程為 500mm,Y 軸行程為 450mm,Z 軸行程為500mm,工作臺尺寸為 600mm×500mm,定位精度和重復定位精度分別為0.005mm和0.010mm,刀庫容量為 20 把,采用機械手換刀。
5. 氣動分度盤的設計與制造
為降低生產成本,充分合理利用設備資源,使用自制氣動分度盤,通過氣缸來鎖緊工裝,一次裝夾(通過轉位分度)完成對零件 4 個面的精加工,從而減少了因人為裝夾不當或者力度控制不好而造成的零件尺寸超差。
工裝設計要求定位精度和分度盤回轉精度控制在 0.02mm 以內,結構尺寸合理,同時為了防止產品在加工過程中變形和振動,還加裝了防振裝置。加工與機床無干涉,裝夾方便可靠,滿足了加工需要。
工裝固定座底面與零件定位面的垂直度控制在 0.02mm 以內,工裝回轉中心軸與固定座的底面垂直度控制在 0.02mm 以內。定位銷與活動轉軸的定位孔的配合采用 φ8H6/h5(滑合),固定底座回轉中心孔與活動轉軸的配合采用 φ63H8/h6(滑合)。
工裝的主體采用模具鋼,定位銷采用優質合金鋼(40Cr)經調質處理具有綜合力學性能。在定位銷上安裝一根彈簧,以實現其自動定位的作用。活動轉軸的中心孔和定位孔采用鏜削和鉸削,然后再進行研磨來保證其孔的精度,定位銷釘先用數控車床進行加工,然后采用磨削和調質處理,以保證各定位孔和軸的幾何公差控制在 0.02mm。自制氣動分度盤工裝的組成部分如圖2所示,先加工產品基準面,把產品固定到工裝上,打開氣缸,用尾座頂住產品右邊的面,加工前后框架面 ; 然后關閉氣缸,用防振裝置把已加工面支撐好,防止產品加工時變形和振刀,打開氣缸,加工上、下兩個框架面 ; 最后再關閉氣缸,取下產品進行測量,檢測合格后進行下一工步的加工。
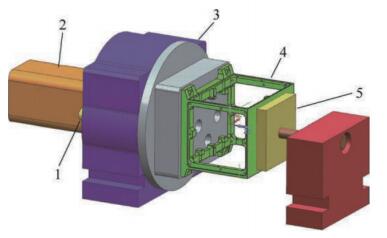
1- 彈性定位銷釘 2- 氣缸 3-工裝固定座 4- 產品 5- 防振裝置
圖 2 自制氣動分度盤
6. 氣動分度盤在產品加工中的驗證
工裝設計是否合格要用科學的檢測方式,通過對工裝用千分表對其垂直度和回轉精度進行檢測,均在0.02mm以內;通過高精度三坐標檢測機對利用工裝加工的首件零件進行檢測,尺寸全部合格。經對工裝加工的批量產品進行抽檢,零件變形量在圖樣要求公差范圍內,批產品檢驗合格率達 99% 以上,證明工藝改進和工裝設計可行可靠。工裝效果如圖 3 所示。

圖 3 工裝與機床連接示意
7. 結語
通過對該產品的研究和試制,利用自制的氣動分度盤和防振裝置在某型號產品本體加工中的應用,其技術難度得到有效解決,加工質量完全滿足圖樣要求,合格率達到 99% 以上。實踐證明,在加工中心上加工該產品時采用合理的工裝裝夾方式,可以避免多次裝夾過程中對零件造成的變形現象,減少了因多次重復定位而造成的裝夾誤差,使裝夾操作更加方便、準確和便捷。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

