


刀具壽命控制在生產線中的應用
2022-5-19 來源:中國航發西安動力控制科技有限公司60分廠 作者:田東縉,王新輝,王震
摘要:隨著生產線技術的廣泛應用,高產出比和無人化加工已成為加工行業發展的趨勢,隨之引發的是人們對質量的高度關注,影響零件加工質量的最小控制單元——刀具,已成為我們重點研究的對象。以刀具壽命為切入點,通過分析刀具的失效狀態,確定影響刀具磨損、破損的關鍵因素,制定刀具壽命的控制方法,確保在使用刀具的過程中對各個環節的實時跟蹤,為生產線的正常運行奠定良好的質量保證基礎。
關鍵詞:刀具失效;磨損;破損;刀具壽命管理
1、序言
隨著數控行業向數字化、智能化方向的發展,生產線技術已廣泛應用于加工行業的各個領域,生產線技術可以簡化生產布局,減少人員數量,生產線內產品均衡連續加工,可以有效縮短零件的加工周期,提高零件的加工效率,且成本低。為了提高復雜殼體的加工效率,縮短零件的加工周期,依托國家專項資金,建立復雜殼體加工自動生產線,但在建立過程中,考慮到零件加工的穩定性和可靠性,必須對加工質量的最小單元——刀具,進行實時跟蹤,才能有效保證零件的加工質量,確保生產線的順利運行。
2、刀具壽命控制
2.1 必要性
衡量刀具性能的重要指標——刀具壽命,不僅影響零件的加工效率,而且對于產品的質量至關重要,針對生產線而言,刀具壽命是質量控制的重點關注對象。在生產線正常加工過程中,都無人干預,如果刀具出現質量問題不能及時被發現,輕則會出現成批性質量問題,重則會造成設備撞擊事件。因此,必須嚴格控制刀具壽命,實時跟蹤刀具的切削狀態,對刀具的使用狀況進行在線控制,對加工過程中出現的刀具磨損或破損現象,及時預警更換,才能更好地保證零件的加工進程,確保零件在加工過程中,不會因刀具壽命出現質量問題。
2.2 現狀
傳統的加工方式一般為單機單人操作,加工過程中,主要依靠工人憑借加工經驗對刀具進行實時監控和更換,因此對于刀具壽命也無量化要求,只單憑工人的加工經驗和感覺。
(1)刀具失效的形式
刀具失效是指刀具使用一段時間后,在切削過程中,刀具刃部失去切削能力,常見的刀具失效形式有刀具磨損、破損和刀具品質不良。刀具磨損是刀具的刃部在切削一段時間后,切削能力下降,不能滿足所加工的尺寸和表面粗糙度要求,如圖1所示。出現此類現象,就需要及時更換刀具,防止刀具出現破損現象,對于殼體加工而言,刀具磨損主要表現在所加工的零件尺寸不合格、加工表面粗糙度不能滿足圖樣要求。
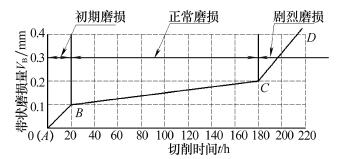
圖1 刀具磨損過程曲線
刀具破損是刀具磨損到一定程度后,仍繼續使用,由于切削力和切削溫度周期性沖擊,刀具出現劇烈磨損,切削熱急劇升高,刀具材料內部應力發生突變,引起切削刃和刀面的破損,常見的表現形式有:崩刃、剝落、裂紋破碎、折斷等。這種現象會直接導致刀具、零件報廢,甚至會影響設備的加工精度,造成較大的經濟損失。因此,在加工過程中,必須重點控制該類現象的發生。
刀具品質不良是指刀具廠家所生產的刀具本身質量不能滿足加工要求,主要表現在切削性能不能達到使用要求,刀具參數不符合切削要求,容易出現刀具灼傷或斷裂的現象,此類刀具在使用過程中,操作人員會根據現場加工的實際要求,提前將此類刀具剔除或限制使用。
通過分析刀具的失效形式,對于品質不良的刀具,我們可以提前進行預防,限制此類刀具的使用,減少刀具壽命對刀具的影響,但刀具磨損和破損是刀具在使用過程中不可避免的問題,因此這兩種現象是生產線刀具壽命控制的關鍵。
(2)刀具壽命控制方法
在加工過程中,對于刀具壽命的控制主要靠以下幾種方式。
1)憑借加工工人的經驗進行判斷,刀具壽命是否達到極限。
2)依靠加工產品的質量是否滿足要求,來判定刀具的壽命是否到期。
3)部分機床依靠設備的基本功能,對刀具使用階段的壽命進行監控。
以上方法,人為參與的因素較多,雖然能對一些特殊刀具進行控制,但控制的方法和傳遞的信息有一定的延時性和滯后性,不能充分反映刀具在使用過程中的真實情況,不能滿足生產線實時跟蹤刀具的目的,因此無可借鑒經驗。
2.3 生產線刀具壽命控制方法
生產線在運行過程中,要求實時跟蹤刀具的使用狀況,方便快捷地反映零件的加工狀態,通過同行業內的調研考察,可按以下幾個方面控制生產線的刀具壽命。
(1)刀具壽命全過程控制
依據生產線加工的特點和現有設備的基本功能,采用系統自帶的刀具預測功能,對所有的刀具進行壽命監控。首先將刀具的預測壽命值輸入到刀具監控功能中相應的位置,刀具會在使用過程中實時跟蹤,與輸入的刀具壽命值進行比對,當刀具使用壽命與刀具預測壽命的差值達到臨界點時,機床刀具壽命控制功能就會出現預警提示,提示操作人員及時更換刀具,如圖2所示。
(2)刀具磨損控制方法
刀具磨損主要影響零件的加工尺寸和表面加工質量,對于生產線而言,線內零件連續加工,無人干預。為防止刀具出現磨損,造成成批性質量問題,一般采用在線測量技術,對所加工零件的精密尺寸進行檢測,在線將測量的尺寸反饋給中控系統,中控系統根據實測值與零件加工的尺寸公差進行比對,如果出現不合格信息,中控系統會出現報警,終止加工。操作人員會根據中控系統的預警信息及時更換刀具,采用此種方法監控刀具磨損雖然有一定的延時性,但對于使用頻次低的刀具而言,能達到控制零件,保證生產線正常運行的目的,因此該方法適宜控制生產線在運行過程中出現的刀具磨損現象。
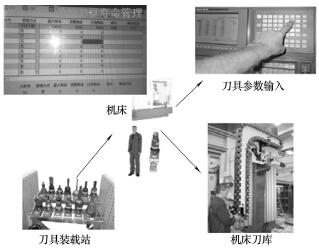
圖2 刀具壽命控制流程
(3)刀具破損控制方法
刀具破損會對零件的加工質量產生較大的隱患,如果不能及時發現,會直接影響整個孔系的加工,甚至會影響其他刀具的正常使用。因此,在生產線運行過程中,刀具破損是我們監控的重點。
1)刀具破損預防檢測。刀具參數是加工過程中刀具與程序的切入點,刀具參數的正確性直接關系著零件能否正常加工。為了預防刀具在切削過程中出現破損問題,我們對所使用的的刀具,采用在線機內對刀的方式。對刀具的參數進行加工前后對比檢查,可以有效防止加工過程中產生的刀具破損問題。
2)刀具在線加工檢測。為了更精準控制零件的加工質量,采用刀具監控軟件,根據主軸載荷和切削力,對刀具進行實時跟蹤監控,確保了生產線在運行過程中,不會因刀具問題出現零件報廢的現象,如圖3所示。
(4)刀具壽命收集
刀具壽命是反映刀具質量的重要指標,在應用過程中,與加工零件的材質、裝夾的狀態、所使用的設備等條件息息相關。因此,刀具壽命在使用過程中并不是一個準確值,由于生產線加工狀態基本一致,條件同。因此,我們可以借助軟件,對刀具的壽命進行周期采集和對比,檢測出每把刀具的準確數值,然后再將數值輸入到監控軟件中,不斷對比和校正刀具壽命值,這樣采集出來的數據才能適用于生產線的加工,并能保證生產線的正常運行,同時為后續同類產品的加工提供準確的刀具壽命參考值,具有一定的經濟效益,如圖4所示。
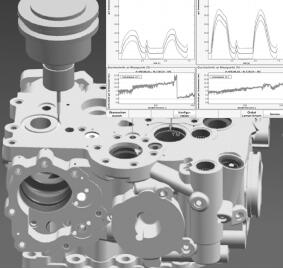
圖3 刀具壽命監控

圖4 刀具壽命收集對比
注:現場收集的額定刀具壽命總是比極限壽命低,而使用軟件監控后,不斷優化切削參數,得到的刀具壽命大部分比原來的壽命高。
(5)不足之處
刀具的磨損、破損往往發生在一瞬間,為了保證產品加工的穩定性和生產線的順利運行,對于加工過程中刀具壽命的控制要求非常高。目前采用刀具磨損和破損的監控軟件,基本上能夠滿足生產線刀具壽命的控制,達到監控生產線加工質量的目的,但在實際運用過程中還會存在很多不足之處,具體表現如下。
1)刀具監控的軟件系統運行穩定性差,無法及時分析處理動態的特征信號,且通用性與擴展性差。
2)對于反饋信號的參數提取方法及反應方式需要進一步改進。
3)對于直徑<6mm的刀具,加工過程中,無法通過檢測主軸轉矩進行實時跟蹤,有一定的質量隱患。
3、結束語
本文通過分析生產線的特點和加工需要以及刀具的失效狀態,根據不同狀態所對應的實際情況,按照生產線要求進行逐點控制,采用刀具壽命全程跟蹤的方法與刀具信息監控的方法,實時跟蹤刀具的使用狀況。通過壽命控制,間接反映了零件的加工狀態,保證了生產線在無人干預的情況下,達到控制零件加工質量的目的,為生產線的正常運行提供了良好的技術保障,具有一定的推廣價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

