


高進(jìn)給刀具的加工應(yīng)用
2021-4-8 來(lái)源:許昌煙草機(jī)械有限責(zé)任公司 作者:牛卿艷,韓旭光
摘要: 通過(guò)分析槽類(lèi)零件加工中遇到的問(wèn)題,探討了槽類(lèi)加工中因刀具折損引起的成本增高和加工效率較低的關(guān)鍵因素。對(duì)刀具類(lèi)型和加工成本進(jìn)行綜合分析,完善了現(xiàn)有的加工方案,找到了合適的加工刀具和加工策略,降低了加工成本。
關(guān)鍵詞: 槽類(lèi)加工; 刀具; 加工策略; 加工成本; 加工效率; 加工中心
1、引言
槽類(lèi)零件加工中通常存在排屑不暢的問(wèn)題。由于合金材料粘膩,易引起刀具擠屑和散熱困難,導(dǎo)致夾刀、斷刀的現(xiàn)象,降低了刀具壽命和加工效率,增加了加工成本,應(yīng)結(jié)合工況合理選用刀具及加工策略,提高槽類(lèi)的加工效率,降低加工成本。
本文選取新型 980ML 高進(jìn)給刀具和經(jīng)典的整體硬質(zhì)合金刀具,對(duì)不同零件的多個(gè)槽類(lèi)進(jìn)行對(duì)比加工,從加工時(shí)間、加工成本、加工效率和金屬去除率等方面進(jìn)行數(shù)據(jù)匯總和分析,并對(duì)新刀具的加工方案進(jìn)行驗(yàn)證,對(duì)槽類(lèi)零件現(xiàn)有加工方案進(jìn)行完善。
1、刀具特點(diǎn)
( 1) 刀具結(jié)構(gòu)
980ML 高進(jìn)給銑刀的整體構(gòu)造和加工特點(diǎn)見(jiàn)圖 1。刀具的 κ 較小,最大約 15°,有效地減小了刀具的徑向受力,提高了刀具軸向受力能力,保護(hù)了刀具韌帶,提高了刀具的使用壽命。刀具采用縮頸設(shè)計(jì),刀頸部直徑 D3
小于刀具直徑 D,有利于排屑,減少切屑堆積,便于刀具散熱,保護(hù)刀刃的韌性。刀具采用縮頸高進(jìn)給加工,便于大懸伸工況深度方向的加工,擴(kuò)大了刀具的應(yīng)用范圍。
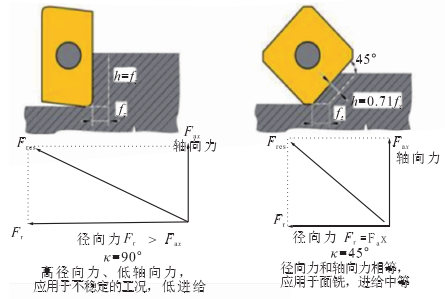
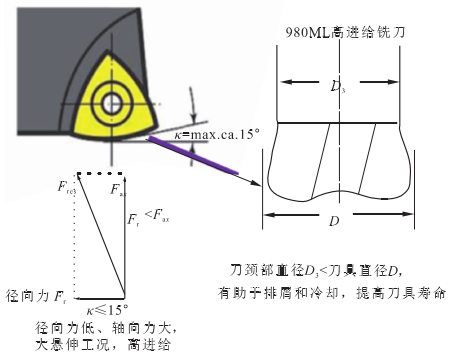
圖 1 980ML 高進(jìn)給銑刀的整體構(gòu)造和加工特點(diǎn)
( 2) 刀具加工特點(diǎn)
980ML 高進(jìn)給銑刀的適用性較整體硬質(zhì)合金刀具更苛刻。其“小切深,高進(jìn)給”加工策略中的“高進(jìn)給”加工,對(duì)機(jī)床的高速性能要求較高,因此該刀具僅適用于輕型高速銑削機(jī)床。
其加工的優(yōu)勢(shì)如下:
①刀具的縮頸結(jié)構(gòu)和刀尖處的大圓弧設(shè)計(jì),使刀具加工時(shí)主要受徑向力作用,便于排屑和散熱。在采用相同進(jìn)給量時(shí),該刀具比整體硬質(zhì)合金刀具提供更長(zhǎng)的使用壽命。當(dāng)采用高進(jìn)給加工時(shí),可顯著提升生產(chǎn)率;
②“小切深,高進(jìn)給”的加工策略,需要提高刀刃的鋒利性,使其更適于加工深槽、鋼件和硬度不超過(guò) HRC62 的淬硬鋼、不銹鋼、超合金以及鈦合金等粘膩材料。
降低了生產(chǎn)成本,并最大限度地減少振動(dòng)和機(jī)床磨損。整體硬質(zhì)合金立銑刀對(duì)加工工況要求較低,是較為通用的加工刀具。但在槽類(lèi)零件加工時(shí),由于其切削刃處的排屑槽相對(duì)較淺,且不存在縮頸設(shè)計(jì),使深槽類(lèi)零件加工排屑不便,易導(dǎo)致槽類(lèi)零件被加工面光潔度較差和刀具折斷的現(xiàn)象。
3、刀具加工實(shí)例對(duì)比
鑒于 980ML 高進(jìn)給刀具在加工中心上受到的限制,在 MAZAK 車(chē)銑復(fù)合加工中心上進(jìn)行高速銑削加工試驗(yàn)對(duì)比。
3.1配氣座圓弧槽加工
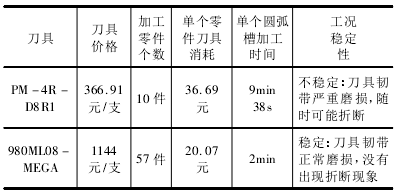
選取零件配氣座的圓弧槽進(jìn)行加工試驗(yàn)。配氣座零件共 57 件,材料為 3Cr13。整體硬質(zhì)合金刀具加工方案選用 PM-4R-D8R1 具進(jìn)行分層銑削,而高進(jìn)給刀具加工方案選用 980ML08-MEGA 刀具進(jìn)行分層銑削。配氣座零件及整體硬質(zhì)合金刀具加工見(jiàn)圖 2,高進(jìn)給刀具加工見(jiàn)圖 3。
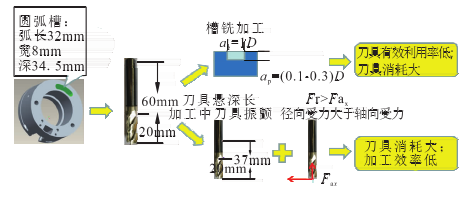
圖 2 配氣座圓弧槽及整體硬質(zhì)合金刀具加工
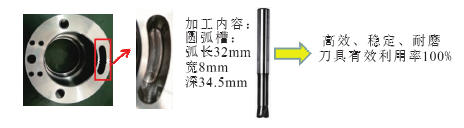
圖 3 配氣座圓弧槽及高進(jìn)給刀具加工
由表 1 可知,應(yīng)用 980ML 型高速銑刀后,單件加工效率提高了 79. 2% ,刀具成本降低了 45. 3% ,證明了 980ML 新型刀具的加工高效性以及對(duì)高合金材料的耐磨性。
表 1 配氣座圓弧槽加工試驗(yàn)結(jié)果對(duì)比
3.2底座加工
底座材料為 12Cr18Ni9Ti,因其含 Ni 和 Ti 等元素,屬于難加工材料,其結(jié)構(gòu)見(jiàn)圖 4。需要加工圖 5中特征一( 寬度 4. 5mm,深 14mm) 、特征二( 寬度4. 5mm,深 9mm) 和特征三( 寬度 6. 6mm,深 14m) 。運(yùn)用槽類(lèi)加工思維進(jìn)行加工,對(duì)相同區(qū)域加工時(shí),1 把刀具能完成的金屬去除率切削數(shù)據(jù)對(duì)比見(jiàn)表 2。
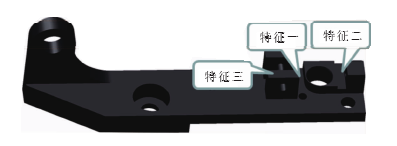
圖 4 底座零件結(jié)構(gòu)
表 2 底座加工試驗(yàn)數(shù)據(jù)對(duì)比
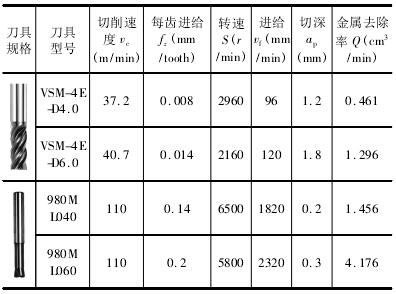
由表 2 可知,應(yīng)用刀具推薦參數(shù)對(duì)零件狹窄處的特征進(jìn)行加工,同規(guī)格的 980ML 型高速銑刀的金屬去除率較 VSM-4E 型刀具分別提高了 3. 16 倍和3. 22 倍,有效提高了零件的加工效率。
4、結(jié)語(yǔ)
由實(shí)際加工數(shù)據(jù)可知,加工槽類(lèi)零件時(shí),980ML高進(jìn)給刀具能有效地降低刀具加工成本,提高加工效率,這充分肯定了新型 980ML 刀具“小切深,高進(jìn)給”加工方案的可行性。
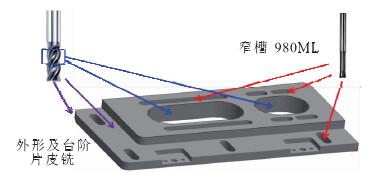
圖 5 多種刀具加工策略
當(dāng)加工中心工況滿(mǎn)足高速銑削要求時(shí),應(yīng)優(yōu)先選用 980ML 高進(jìn)給刀具“小切深,高進(jìn)給”的切削策略。對(duì)于重型力量型加工中心,由于其進(jìn)給較低,則可采用傳統(tǒng)的整體立銑刀進(jìn)行槽類(lèi)加工。兩種刀具均可配合“擺線銑”“片皮銑削”等多種加工策略( 見(jiàn)圖 5) ,不僅可完善零件外形、溝槽及型腔的加工方案,還可解決加工中心由于轉(zhuǎn)速和機(jī)床性能差異帶來(lái)刀具受限的問(wèn)題,為不同工況環(huán)境加工提供更多的選擇。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車(chē)銷(xiāo)量情況
- 2024年12月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別