


影響活塞鑄鐵環(huán)槽加工質(zhì)量的因素
2020-4-8 來源: 濱州渤海活塞有限公司 作者:趙慶陽,翟可芬,李成,吳思翰
摘要 :發(fā)動機(jī)對活塞鑄鐵環(huán)槽加工質(zhì)量不斷提出新要求。影響活塞環(huán)槽加工質(zhì)量的因素主要是機(jī)床、夾具、刀具、加工參數(shù)等。對這些影響因素進(jìn)行了系統(tǒng)而詳細(xì)的分析,可為實際生
產(chǎn)提供指導(dǎo)。實踐證明,在生產(chǎn)過程中,只要將機(jī)床精度、夾具精度、刀具質(zhì)量、加工參數(shù)等控制在適合的范圍內(nèi),就能保證活塞鑄鐵環(huán)槽的加工質(zhì)量達(dá)到相應(yīng)的技術(shù)要求。
關(guān)鍵詞: 活塞 鑄鐵環(huán)槽 加工質(zhì)量 機(jī)床 夾具 刀具
0 引言
隨著內(nèi)燃機(jī)技術(shù)的不斷發(fā)展,發(fā)動機(jī)對活塞環(huán)槽使用壽命的要求越來越高[1]。與之相適應(yīng)的高性能發(fā)動機(jī)活塞耐磨鑄鐵環(huán)槽的機(jī)械加工質(zhì)量要求也進(jìn)入了一個新的階段。比如初期耐磨鑄鐵環(huán)槽的表面粗糙度要求為 Ra 1. 25 μm,現(xiàn)在有的活塞品種要求為 Ra 0. 63 μm,甚至提出了要達(dá)到 Ra 0. 4μm 的更高要求; 環(huán)槽側(cè)面的平面度要求原來為0. 015 mm,現(xiàn)在已要求提高到 0. 01 mm 等。為進(jìn)一步提高活塞耐磨鑄鐵環(huán)槽的加工質(zhì)量,需對活塞的機(jī)械加工過程進(jìn)行系統(tǒng)研究,通過理論與實踐相結(jié)合的方式,找到影響活塞鑄鐵環(huán)槽加工質(zhì)量的因素,才能找到適合的解決辦法,達(dá)到進(jìn)一步提升活塞鑄鐵環(huán)槽加工質(zhì)量的目的。
1 、鑄鐵環(huán)槽的加工質(zhì)量要求
鑄鐵環(huán)槽的加工質(zhì)量要求一般如圖 1 所示。其中,尺寸精度要求包括槽側(cè)面到活塞頂面的軸向距離 L,環(huán)槽的槽底直徑 D1,環(huán)槽寬度 A,雙梯形環(huán)槽 2 側(cè)面間的角度等; 形狀精度要求包括槽側(cè)面的平面度要求,槽側(cè)面的徑向直線度等; 位置精度要求包括環(huán)槽側(cè)面相對活塞軸線的圓跳動度要求,環(huán)槽底面相對活塞軸線的圓跳動度要求等; 表面質(zhì)量要求包括環(huán)槽側(cè)面的表面粗糙度,一般要求不大于Ra 0. 8 μm,有的高性能活塞要求不大于 Ra 0. 4μm,環(huán)槽底面的表面粗糙度要求不大于 Ra 3. 2μm。鑄鐵環(huán)槽的加工質(zhì)量與發(fā)動機(jī)的使用性能密切相關(guān)。有關(guān)資料研究表明,如果鑄鐵環(huán)槽加工質(zhì)量不合格,發(fā)動機(jī)會產(chǎn)生機(jī)油耗高、漏氣量大等質(zhì)量問題; 嚴(yán)重時,會在鑄鐵環(huán)槽與活塞鋁機(jī)體粘合部位產(chǎn)生裂紋或斷裂現(xiàn)象,如果發(fā)動機(jī)長時間運轉(zhuǎn)可能導(dǎo)致缸體損壞,造成 大 的 質(zhì)量事故。
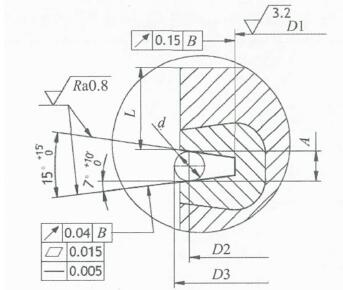
圖 1 鑄鐵環(huán)槽加工質(zhì)量要求
2、 鑄鐵環(huán)槽加工質(zhì)量的影響因素
鑄鐵環(huán)槽的加工質(zhì)量包括尺寸精度、形狀和位置精度、表面粗糙度 3 個方面的內(nèi)容。影響鐵環(huán)槽機(jī)械加工質(zhì)量的因素除鑄鐵材料本身外[2],主要是機(jī)床、夾具、刀具,以及加工參數(shù)。
2. 1 機(jī)床影響
活塞環(huán)槽的加工一般是在臥式機(jī)床上進(jìn)行的,臥式車床精度直接影響活塞環(huán)槽的加工質(zhì)量。
2. 1. 1 對環(huán)槽槽底加工質(zhì)量的影響
當(dāng)臥式機(jī)床的導(dǎo)軌在水平面內(nèi)存在直線度誤差為 ΔY 時,對活塞環(huán)槽的槽底直徑產(chǎn)生的影響如圖2 所示。當(dāng)導(dǎo)軌的直線度誤差 ΔY 為 0. 01 mm 時,理論上,環(huán)槽的槽底直徑在半徑方向上的變化為ΔR = ΔY = 0. 01 mm。同時,由于定位誤差的存在,活塞定位夾具止口胎與活塞定位面之間的配合在活塞直徑方向上存在著間隙,在加工過程中會導(dǎo)致活
塞的環(huán)槽底圓對活塞外圓中心的圓跳動產(chǎn)生較大的誤差。
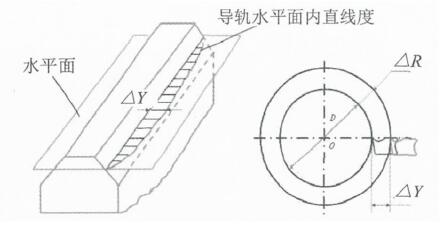
圖 2 機(jī)床導(dǎo)軌水平面內(nèi)直線度誤差影響
臥式機(jī)床影響活塞環(huán)槽底圓加工精度的主要因素為機(jī)床主軸回轉(zhuǎn)誤差,即主軸徑向圓跳動,如3 所示。當(dāng)主軸的最大徑向圓跳動量為 B 時,在活塞環(huán)槽底圓的 1 處和 2 處車削出的槽底圓與在 3 處和 4 處車削出的槽底圓直徑尺寸是一樣的,如圖 3中所示。圖 3 中實線表示 B 為 0 時的加工槽底圓,虛線和點劃線為主軸圓跳動為 B 時的環(huán)槽底圓移動的最大范圍,其槽底圓中心同樣會在以半徑為 B的圓內(nèi)進(jìn)行竄動,因此,會產(chǎn)生槽底圓對活塞外圓中心的圓跳動誤差 δ1。δ1的大小與主軸的徑向最大圓跳動量 B 的關(guān)系為 δ1= B。
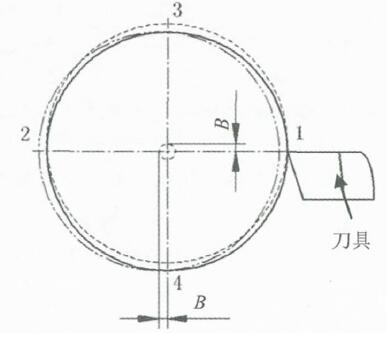
圖 3 機(jī)床主軸回轉(zhuǎn)誤差影響
2. 1. 2 對環(huán)槽側(cè)面加工質(zhì)量的影響
當(dāng)加工機(jī)床的主軸發(fā)生軸向竄動時,會對活塞環(huán)槽的側(cè)面加工產(chǎn)生一定的影響,如圖 4 所示。當(dāng)主軸的軸向竄動量為 ΔX 時,會使環(huán)槽側(cè)面產(chǎn)生平面度誤差 δ2,δ2與 ΔX 間關(guān)系為 δ2= ΔX。
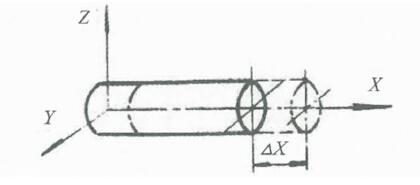
圖 4 機(jī)床主軸軸向竄動影響
2. 2 夾具影響
目前活塞生產(chǎn)主要以批量化加工為主。為能夠?qū)崿F(xiàn)快速的定位和裝夾,必須使用專用夾具。專用夾具的加工質(zhì)量,及其與機(jī)床的配合性能對活塞環(huán)槽的加工質(zhì)量有很大影響。為使活塞在臥式加工機(jī)床上有準(zhǔn)確的位置,通常利用定位止口胎作為連接活塞零件與機(jī)床的中間件。其基本結(jié)構(gòu)因活塞設(shè)計結(jié)構(gòu)的不同而異,一般采用如圖 5 所示的 2 種結(jié)構(gòu)
形式。
止口胎定位原理是: 止口胎的定位端面可限制活塞沿 Z 軸移動的自由度,及繞 X 軸和 Y 軸轉(zhuǎn)動的自由度; 定位圓周面可限制活塞繞 X 軸及 Y 軸轉(zhuǎn)動的自由度,故加工活塞環(huán)槽時,止口胎可限制活塞的 5 個自由度。活塞繞 Z 軸轉(zhuǎn)動的自由度則由專用定位塊 ( 如圖 6 所示) 來完成。同時,定位塊在加工過程中起傳遞扭矩的作用,可帶動活塞與機(jī)床主軸一起旋轉(zhuǎn)。活塞的夾緊方式采用氣動壓力夾緊,萬向頂盤連接在機(jī)床的尾座部分。當(dāng)活塞定位完成后,在活塞頂部用頂盤施加適合的夾緊力來實現(xiàn)夾緊,使活塞在旋轉(zhuǎn)加工時不會發(fā)生較大的位置變化。
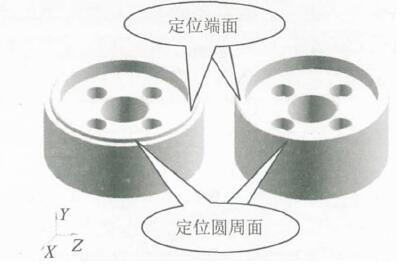
圖 5 止口胎結(jié)構(gòu)
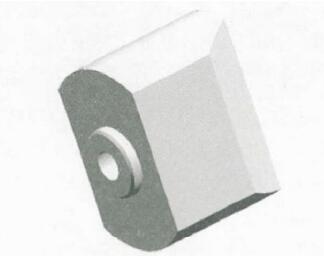
圖 6 定位塊
工件的定位基面和定位元件的限位基面的集合稱為定位副。活塞與其定位元件之間的定位誤差有: 活塞與止口胎之間定位端面產(chǎn)生的誤差,活塞與止口胎之間定位圓周面產(chǎn)生的誤差,撥塊產(chǎn)生的誤差。其產(chǎn)生機(jī)理如下。
2. 2. 1 定位端面的誤差
當(dāng)設(shè)計的活塞定位端面與止口胎的定位端面接觸為整圓周時,基于基孔制設(shè)計的原則,假設(shè) 2 圓間存在間隙時,如圖 7 所示,D 為活塞定位圓直徑,d 為止口胎限位圓直徑,活塞的定位圓中心在雙點劃線圓直徑 A 的范圍內(nèi)變動,則 A 的最大值為:
式中,Dmax為活塞定位圓的最大直徑,dmin為止口胎限位圓的的最小直徑,TD 為活塞定位圓的基準(zhǔn)公差,Td 為止口胎限位圓的基準(zhǔn)公差,Xmin為活塞定位圓與止口胎限位圓間的最小間隙。
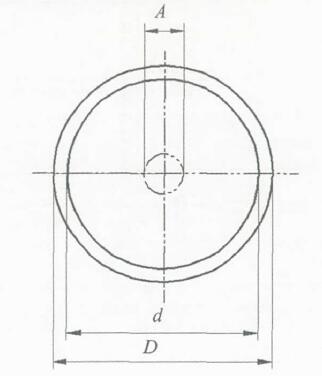
圖 7 圓周接觸定位誤差
活塞加工時,A 的大小會直接反映為活塞環(huán)槽底圓相對活塞外圓中心的圓跳動值的多少。有時受活塞結(jié)構(gòu)影響,活塞的定位端面只能設(shè)計為局部圓周端面。在此情況下,活塞端面的圓周方向上會存在長度為 L 的開口間隙,此時活塞的定位圓端面在徑向會有如圖 8 所示的徑向竄動量 B。
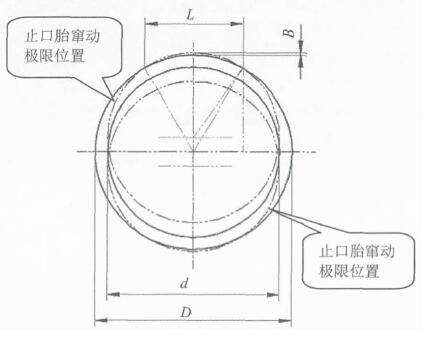
圖 8 局部接觸定位誤差
2. 2. 2 定位圓周面的誤差
當(dāng)活塞的定位圓周面與止口胎的限位圓周面在活塞軸向接觸面較少時,在活塞重力及切削力的影響下,活塞會產(chǎn)生一定的傾斜角度 α (如圖 9 所示),從而使活塞環(huán)槽側(cè)面對活塞軸線的垂直度產(chǎn)生一定的加工誤差。此加工誤差的大小與活塞環(huán)槽側(cè)面到定位端面的距離、活塞外徑及傾斜角度 α有關(guān)。
2. 2. 3 定位塊的誤差

圖 9 活塞傾斜示意圖
采用圖 6 所示的整體式定位塊撥轉(zhuǎn)活塞內(nèi)檔面(如圖 10 所示) 時,由于內(nèi)擋面對活塞中心存在對稱度誤差,實際加工時定位塊與活塞內(nèi)檔面僅能單邊線接觸。加工時,在切削力作用下活塞易產(chǎn)生徑向竄動,影響環(huán)槽的加工精度。同時,在實際加工過程中為實現(xiàn)一定的加工效率,活塞的安裝采用非定向裝夾方式進(jìn)行,因而不能保證定位塊與活塞內(nèi)檔面接觸位置的一致性,從而造成活塞質(zhì)量一致性較差。為此,采取改進(jìn)措施,將整體式定位塊改成浮動式定位塊,如圖 11 所示。浮動結(jié)構(gòu)可實現(xiàn)定位塊沿活塞徑向上下浮動,解決了活塞外圓中心與定位塊中心不重合的問題; 并實現(xiàn)定位塊與活塞內(nèi)檔面間的雙邊接觸,有效降低了定位夾具對環(huán)槽加工精度的影響,并能較好地保證活塞質(zhì)量的一致性。
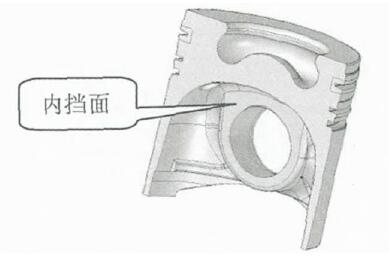
圖 10 活塞內(nèi)擋面
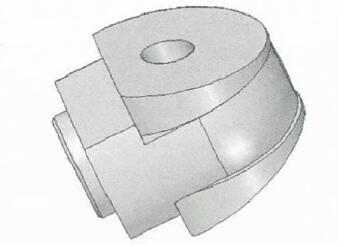
圖 11 浮動式定位塊
2. 3 刀具影響
隨著切削技術(shù)的進(jìn)一步發(fā)展,目前在我國已普遍采用聚晶立方氮化硼 (PCBN) 刀具加工活塞鑄鐵環(huán)槽。PCBN 材料具有硬度高、耐磨、耐沖擊特點。一般情況下,一把 PCBN 刀具能夠加工 1 000多只活塞。PCBN 刀具與早期使用的硬質(zhì)合金刀具相比,刀具的使用壽命顯著提高,同時也顯著提高了環(huán)槽表面的加工質(zhì)量。
2. 4 加工參數(shù)影響
實踐表明,在活塞環(huán)槽的加工過程中,加工參數(shù)對環(huán)槽表面粗糙度的影響較大。鑄鐵環(huán)槽機(jī)械加工的加工參數(shù)主要是指機(jī)床主軸轉(zhuǎn)速、切削進(jìn)給量和切削深度。由于對活塞環(huán)槽表面粗糙度要求不同,有的產(chǎn)品要求為 Ra 1. 25 μm,有的則要求 Ra0. 4 μm; 同時,即使在同一機(jī)床上加工,即使表面粗糙度要求相同,但由于活塞結(jié)構(gòu)不同,所需的加工參數(shù)也不盡相同。因此,如何快速得到最優(yōu)的加工參數(shù)成為現(xiàn)代化活塞加工中需重點解決的問題。為了快速得到加工參數(shù)的最優(yōu)組合,可應(yīng)用六西格瑪管理工具的全因子試驗設(shè)計方法[3],結(jié)合以往的加工經(jīng)驗數(shù)據(jù),得出較合理的試驗數(shù)據(jù)組合來進(jìn)行試驗,從而可以以較短的時間定出適合的加工參數(shù)。以我公司某產(chǎn)品為例 (如圖 1 所示),當(dāng)環(huán)槽的槽底直徑 D1 為 105 mm,環(huán)槽的寬度 A 為2. 2 mm,環(huán)槽總角度 15°時,經(jīng)試驗得出當(dāng)機(jī)床轉(zhuǎn)速為 600 r/min,進(jìn)給量為 0. 06 mm/r,軸向切削深度為 0. 15 mm 時,環(huán)槽表面的粗糙度值可控制在 Ra 0. 6 μm 內(nèi),滿足了產(chǎn)品的粗糙度技術(shù)要求。
3 、結(jié)論
影響活塞鑄鐵環(huán)槽加工質(zhì)量的影響因素主要是機(jī)床、夾具、刀具、加工參數(shù)等,在實際的生產(chǎn)過程中,只有將影響活塞鑄鐵環(huán)槽加工質(zhì)量的影響因素給予充分的考慮,并將機(jī)床精度、夾具精度、刀具質(zhì)量等控制在適合的范圍之內(nèi),才能保證鑄鐵環(huán)槽的加工質(zhì)量達(dá)到相應(yīng)的技術(shù)要求。同時隨著對活塞鑄鐵環(huán)槽加工質(zhì)量要求的進(jìn)一步提高,也對機(jī)床精度、刀夾具質(zhì)量等提出了更高的要求。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別