


油氣管線搶修中斷管刀具破損原因及預(yù)防措施
2020-1-15 來源: 中石油中亞天然氣管道有限公司 作者:余國健,丁振軍,孫強(qiáng),呂子文,劉慶亮
摘 要:長輸油氣管道長時(shí)間受多重載荷影響而產(chǎn)生的應(yīng)力,使管道在斷管搶修中會(huì)發(fā)生管口位移。位移導(dǎo)致斷管刀具卡阻,管口與刀具間的碰撞造成刀具的破損。通過對(duì)斷管刀具破損原因分析,分別從斷管作業(yè)面處理、切割過程控制、刀具改進(jìn) 3 個(gè)方面采取相應(yīng)的預(yù)防措施,避免斷管刀具破損,保證搶修效率,及時(shí)恢復(fù)生產(chǎn)。
關(guān)鍵詞:管道;切割;刀具;預(yù)防措施
0 前言
管道運(yùn)輸具有低成本、高效、益于優(yōu)化管理、降低運(yùn)輸損耗和風(fēng)險(xiǎn)等其他運(yùn)輸方式所不具有的優(yōu)勢,廣泛應(yīng)用于石油、成品油及天然氣的長距離調(diào)配輸送。隨著運(yùn)行時(shí)間的增加,管線會(huì)出現(xiàn)大面積腐蝕、變形或斷裂等情況而需要進(jìn)行斷管換管作業(yè)。
長輸油氣管線搶修的斷管設(shè)備主要有爬管式切割坡口機(jī)、分瓣式切割坡口機(jī)及閘刀式管鋸等(圖 1)。
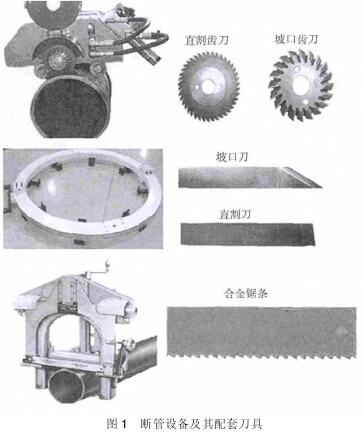
除閘刀式管鋸?fù)猓瑪喙茉O(shè)備的切割刀具分直割刀和坡口刀兩種,在管線切割時(shí),直割刀與坡口刀一般會(huì)同時(shí)使用。在對(duì)管道實(shí)施冷切割斷管搶修時(shí),切割刀具容易發(fā)生卡阻、受損或破裂等情況,嚴(yán)重影響搶修進(jìn)度與管線的正常運(yùn)行。
1 、刀具破損原因分析
1.1 直接原因
長輸埋地管道在運(yùn)行中會(huì)受到壓力、重力、地震、瞬變流沖擊、機(jī)械振動(dòng)、端點(diǎn)附加位移、壓力脈動(dòng)、兩相流脈動(dòng)等多重載荷作用,這些載荷會(huì)在整個(gè)管路或某些局部區(qū)域產(chǎn)生不同性質(zhì)的應(yīng)力,這些應(yīng)力的長期作用,會(huì)使管道變形或損壞。
其中主要為靜應(yīng)力分析中的壓力載荷、持續(xù)載荷造成的管線塑性變形和管道熱脹冷縮及端點(diǎn)位移造成的疲勞破壞,除上述載荷產(chǎn)生的應(yīng)力之外,管道中還常常存在焊接殘余應(yīng)力、
加工殘余應(yīng)力、鑄造殘余應(yīng)力、裝配殘余應(yīng)力等。
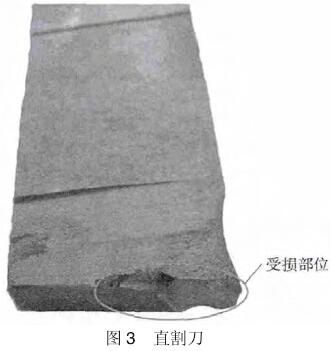
長期應(yīng)力作用使管線在斷開時(shí)發(fā)生位移,管線應(yīng)力聚集的巨大能量得到瞬間釋放,位移造成管線斷開時(shí)管口對(duì)切割刀具的碰撞、擠壓與摩擦,是刀具破損的直接原因。管道施工中斷管設(shè)備及其對(duì)應(yīng)刀具類型、切割方式及常見受損形式見表 1。
1.2 具體分析
管線位移形式主要有軸向位移和徑向位移兩種。軸向位移表現(xiàn)為管道斷開后兩側(cè)管口之間的距離瞬間變小,造成管口之間互相擠壓;徑向位移表現(xiàn)為管道斷開后兩側(cè)管口之間發(fā)生上下左右的瞬間錯(cuò)邊位移。
(1)軸向位移對(duì)刀具的影響。
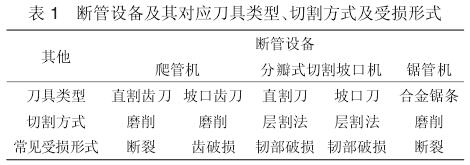
管道長期運(yùn)行中,應(yīng)力過度集中導(dǎo)致管道發(fā)生塑性變形,造成局部橢圓度,對(duì)于具有橢圓度位置的管道,斷管施工時(shí)會(huì)出現(xiàn)管壁割透刀具需進(jìn)給距離不一致的現(xiàn)象,因而在斷管結(jié)束前,未完全割透的管壁剩余壁厚因不能承載前后管線應(yīng)力擠壓,造成卡刀現(xiàn)象,對(duì)于未變形的管線 ,斷管時(shí)管道壁厚可以均勻減少,但在管子完全斷開時(shí) ,前后管道元件由于應(yīng)力作用也會(huì)對(duì)刀具造 成 擠 壓 卡 阻 ,以上兩種卡刀現(xiàn)象中管線位移都為軸向位移。
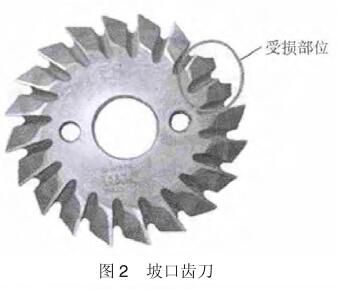
管口對(duì)刀具的卡阻與擠壓容易造成刀刃的損傷 。圖 2、圖 3 分別為破損的坡口齒刀與直割刀。
(2)徑向位移對(duì)刀具的影響。
管道斷開瞬間,管道應(yīng)力在瞬間得到釋放,管口產(chǎn)生較大徑向位移并產(chǎn)生大幅振動(dòng),由于釋放能量巨大,管口與斷管刀具之間產(chǎn)生劇烈摩擦與碰撞,容易造成刀具的斷裂。


為斷裂的直割齒刀與鋸刀。
2 、預(yù)防措施
2.1 斷管作業(yè)面處理
為防止管線在斷開瞬間發(fā)生大幅振動(dòng),在斷管施工前,對(duì)管線作業(yè)面預(yù)先做好支撐與壓制,以削減管系在斷開時(shí)的徑向位移,同時(shí)抵消管道元件在斷開瞬間釋放的巨大能量,阻止管口與斷管刀具之間的摩擦與碰撞。
2.2 切割過程控制
在斷管過程中,注意控制進(jìn)刀速度,保證勻速進(jìn)刀,使用爬管機(jī)與分瓣式切割坡口機(jī),切割起點(diǎn)選擇在三點(diǎn)鐘或九點(diǎn)鐘位置,可有效避免管線上下徑向位移(常見的徑向錯(cuò)邊位移形式)的影響。在管線斷開 2/3 時(shí),在斷面管口之間及時(shí)打入楔鐵,可有效阻止管口的軸向位移,保護(hù)刀具不被管口擠壓與卡阻。
2.3 刀具改進(jìn)卡刀現(xiàn)象
發(fā)生的重要原因?yàn)楣芫€斷開后管口之間距離較短(2~17mm),楔鐵墊入效果不佳,管口容易與刀具產(chǎn)生摩擦與碰撞,同時(shí),直刀層割法不利于管線在被切割過程中自身應(yīng)力的釋放。


將分瓣式切割坡口機(jī)的刀具換成一種新型鉆銑刀(圖 6),可以使管口切割縫隙距離達(dá)到 30 mm(圖 7),打入楔鐵的效果會(huì)明顯增強(qiáng),此外,鉆銑刀切割管線靠自身高速旋轉(zhuǎn)磨削金屬來實(shí)現(xiàn),在切割的同時(shí)可以幫助管線自身應(yīng)力的釋放。
3 、應(yīng)用實(shí)例
某原油管線二期工程動(dòng)火連頭,站場部分埋地管線需要斷管改造,管徑 508 mm,公稱壁厚 12 mm,工程采用爬管機(jī)斷管,作業(yè)前,在作業(yè)面壓制點(diǎn)管道四周采用沙袋或千金頂實(shí)施壓制,同時(shí),爬管機(jī)切割的起點(diǎn)位置選在 3 點(diǎn)鐘位置,有效削減了管線斷開后管口位移對(duì)斷管刀具的不利影響,保證了斷管設(shè)備及人員安全,在預(yù)定時(shí)間內(nèi)成功完成斷管作。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別