


CIMES2018隆重舉行創新成果目不暇接(一)刀具篇下
2018-9-12 來源:-- 作者:徐正平 楊 曉
刀具
霍夫曼工具貿易(上海)有限公司

圖16 霍夫曼的拋物線形高性能銑刀GARANT PPC
圖16是霍夫曼展出的一款看上去像錐形球頭銑刀而實質是拋物線形的高性能銑刀(GARANT Parabolic Performance Cutting,他們簡稱PPC)。
GARANT PPC的主要刀刃為近似大半徑圓弧的拋物線形,這樣能讓有效半徑起到更大作用。因此,相對于相同直徑的球頭銑刀,全新PPC銑刀的步距要大9倍,同時還能達到相同的表面加工質量。最終的結果就是加工時間更短,工件、刀具和機床所承受的應力更小。另一方面,若保持同樣的步距大小,則表面加工質量可優化80倍。
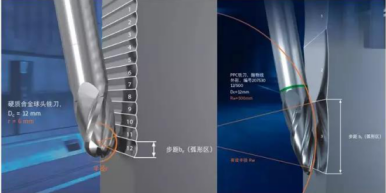
圖17 霍夫曼-球頭銑刀拋物線形銑刀GARANT PPC對比
但霍夫曼表示,若要高效使用GARANT PPC刀具,則要求同時使用合適的CAD-CAM軟件,軟件可以以數據模型的形式對刀具結構進行加工。
北京瑞德卡特經貿有限公司
瑞德卡特在CIMES2018展會的第二天舉行了其數字化小刀夾的發布儀式,瑞士MBM的全球首席執行官專程出席了發布會。

圖18 瑞士MBM新發布的數字化小刀夾和其它數字化鏜刀
圖18的左側是瑞士MBM新發布的數字化小刀夾示意。瑞士MBM前些年已經陸續發布了一些數字化的鏜頭(圖18右的上方),這種數顯機構外置的結構對于數字化鏜刀的使用和養護都帶來很多的方便。瑞德卡特介紹,這次新發布的數顯精鏜刀夾模塊是專門為非標階梯鏜(圖18左1)的精加工而開發的創新產品,在技術上具備他們特有的霍爾技術,具有防磁、防屑、防塵和防水功能。
新發布的數字化小刀夾微調精度為0.001mm,徑向調整量為0.4m,軸向調整量±1mm,最大轉速10,000 r/min,它具有內冷、操作簡便、可靠性強、直接位移測量而沒有反向間隙、不需要單獨的調刀和校準裝置、可以在機床上直接調整、降低非生產時間從而提高效率等優點。并且數字化小刀夾和以前發布的其它數字化鏜刀的外接數字顯示裝置是通用的。
瑞格費克斯精密工具(上海)有限公司

圖19 瑞格費克斯的冷壓刀柄系統
瑞格費克斯REGOFIX介紹了他們的冷壓刀柄系統——PG刀柄。瑞格費克斯的PG刀柄是有別于液壓刀柄、熱裝刀柄、力變形刀柄的又一種適合高速加工的刀柄。它會將刀裝入夾頭(圖19右邊4個),然后將這些夾頭放入刀柄(圖19中間4個)。
由于PG夾頭帶有1:100微小錐度,不借助工具我們無法將夾頭完全轉入刀柄,因此瑞格費克斯推薦用冷壓刀柄自動裝夾單元(圖4左),將手工初步套入的帶有刀具的夾頭和刀柄一同放入自動裝夾單元,由自動裝夾單元使用約15.5MPa(155Bar)的壓力負責將夾頭壓入刀柄。
瑞格費克斯推薦在刀具柄部側固鎖緊面裝入螺紋塞片,再加上特制螺紋的安全螺帽,這樣可以200%防止刀具和夾頭在加工時被拔出。而拆卸時沿安裝反步驟即可拆下。
埃莫克法蘭肯精密工具(蘇州)有限公司
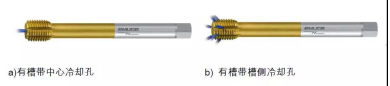
圖20 埃莫克法蘭大尺寸的擠壓絲錐
埃莫克法蘭肯展出了大尺寸的擠壓絲錐(圖20),有些擠壓絲錐的直徑最大可達M48,可以用于加工部分鋼件和鑄鐵件(主要是球墨鑄鐵)。
埃莫克法蘭的擠壓絲錐的槽主要用于潤滑油通過,可以在沒有內冷卻的條件下用外部冷卻來實現潤滑,而中心冷卻孔將很好的冷卻和潤滑其擠壓錐部分,在加工通孔螺紋時側冷是最安全可靠的方案,能更好地對擠壓錐部分提供冷卻與潤滑。所有易延展的材料均能擠壓成形, 但必需有充分的潤滑, 他們一般對于通孔和水平加工, 推薦使用油槽(除淺螺紋通孔外, 如薄板零件)。
圖21 埃莫克法蘭肯演示大直徑高精度內容屑絲錐切削及視頻二維碼
埃莫克法蘭肯在CIMES2018現場,還為老楊演示了大直徑(M120×6)、高精度(6H)的內容屑絲錐加工。該演示使用了5m/min(11r/min)的切削速度,演示完的內容屑絲錐溫度很低,工件經通規、止規檢驗均正常。具體演示可掃描圖21右側二維碼觀看全過程。
成都工具研究所有限公司

圖22 成都工具研究所輪槽銑刀
成都工具研究所展出了一系列的成形銑刀(圖22),而高精度的成形銑刀當屬汽輪機葉根輪槽銑刀(又稱樅樹形銑刀或圣誕樹銑刀)。由于汽輪機葉根槽的精度要求極高,要用成形銑刀達到這樣的精度并非易事。由于他們的努力和精益求精,哈汽、東汽、上汽、無錫透平等都選用了他們的輪槽銑刀。
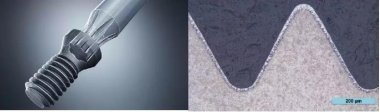
圖23 SFS刀具螺釘及旋具
成都工具研究所也展出了他們代理的SFS刀具螺釘及旋具。刀具的螺釘雖小,規格也很多,但對刀具的使用有不小的影響,例如通過選擇正確的表面處理,可以大大提高刀具螺釘的長期可靠性,保證刀片能發揮出應有的性能;又如螺釘的扳擰特征,TorxPlus比Torx能傳遞更大的扭矩,扳擰時更不容易發生打滑現象。據悉,世界上大部分刀具公司的主要刀具螺釘供應商都是SFS。

圖24 成都工具研究所管板鉆
成都工具研究所展出了幾種深孔鉆,圖24所示是管板鉆。管板鉆是特指用于換熱器管板的深孔加工的深孔鉆,換熱器管板的深孔加工是一種難度大的關鍵技術,到目前為止,隨著各產業項目的引進和發展,深孔加工也處于不斷改進、提高階段,其特殊性體現如下:
孔深度與孔徑比較大(一般≥10,甚至可達100以上,核電產品中深度和孔徑比可≥ 50),鉆桿細,鋼性差,工作時容易產生偏斜和振動,孔精度及表面質量難以保證;切屑量大而排屑通道長,若斷屑不好,堵屑鉆頭損壞,孔加工質量難以保證;鉆頭在近似封閉情況下工作,工作時間長,熱量不易排出,鉆頭極易磨損。而工研所開發的Φ16.28-Φ25.35等多種規格的管板鉆,在核電、鍋爐、化工行業的管板加工試驗取得了較好的效果。
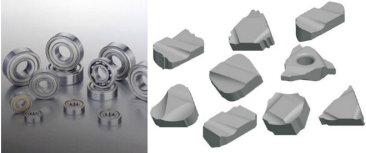
圖25 成都工具研究所針對軸承行業的解決方案
成都工具研究所展示了他們針對軸承行業的解決方案(圖25)。軸承的制造一般批量非常大,一些在常規加工中用通用刀具和走刀程序完全可以加工的形狀但在軸承行業不得不用成形加工的方法來解決。
工研所經過20多年的努力,已經具備了給軸承制造客戶提供從刀具材料選擇到全套加工方案的能力。他們生產的金屬陶瓷軸承成型刀具,主要用于軸承套圈加工上的成型加工,主要加工套圈的滾道、密封槽、倒角、大小油溝等。目前主要為軸承套圈車加工自動線配套,可為各種型號的深溝球軸承、圓錐滾子軸承、滾針軸承及其他類型的非標成型車加工及數控車加工提供全套解決方案。
成都成量工具集團有限公司

圖26 成都成量多種專用絲錐
作為以前習慣生產量大面廣產品的成都成量是一家國內的傳統大型工具制造廠,這次他們在展會上推出了一系列的專用絲錐。
圖26左是他們展出的奧氏體不銹鋼專用螺尖絲錐,它采用國外進口材料;采用針對性參數設計、結合刃口鈍化技術,并使用國際先進高精度數控機床加工,既能克服不銹鋼韌性大,導熱性差,強度高,膨脹系數大冷硬趨勢強等特性,又保證絲錐幾何尺寸的一致性和穩定性;采用國外先進涂層技術,其優異的涂層結合力可顯著增強絲錐耐磨性、提高絲錐壽命,而微合金化涂層可明顯改善紅硬性,減少高速切削環境下的刃口磨損。
圖26右是加工中心鑄鐵專用絲錐,適用于在加工中心上以較高的切削速度(可達30~35m/min)加工材質為鑄鐵類(包括灰口鑄鐵、球墨鑄鐵、蠕墨鑄鐵)的發動機缸體、缸蓋的內螺紋加工。據成量介紹,相比普通絲錐,鑄鐵專用絲錐有轉速高、壽命長、剛性好、穩定性好等特點,其性價比優于國外品牌同類型絲錐。
漢江工具有限責任公司

圖27 漢江工具高速鋼車齒刀
所謂車齒,就是由圖1的車齒刀代替嚙合中的螺旋齒輪副中的一個,并沿工件軸線移動的方法。據漢江工具介紹,它的切削運動特征有兩個,一是運動與軸向剃齒相同,二是刀刃上同一點的工作角度在切削過程中變化。從開始參與切削時的正前角,變為絕對值較大的負前角。
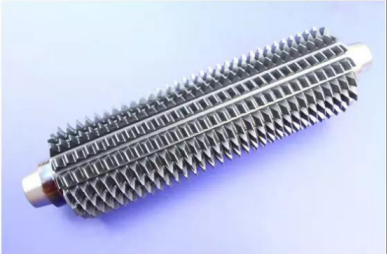
圖28 漢江工具小直徑加長桿式滾刀
漢江工具的小直徑加長桿式滾刀(圖28)主要用于汽車變速器齒輪生產線,大批量的滾齒加工。相對于傳統滾刀而言,它直徑小,滾齒的切入和切出的空行程時間縮短。
同等軸向進給量條件下,滾刀轉速可以提高。滾刀加長后,竄刀次數增多了:滾刀單次修磨后,加工的齒輪件數多,壽命長,兩次修磨之間的時間變長。從環保的角度,這種滾刀是干切,可以不用切削液,由風冷即可,這也減少了廢液的處理成本。這些都有利于提高生產效率,也把無人值守的自動生產線變為現實。
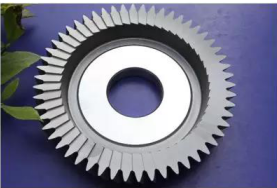
圖29 漢江工具斜(直)齒剃前修緣插齒刀
圖29是漢江工具斜(直)齒剃前修緣插齒刀,它主要用于剃前或磨前齒輪的雙聯或多聯外齒輪,或齒頂倒角的內齒輪插齒加工。與傳統相比,被插齒輪的倒角和挖根更精準,更一致。齒輪的設計再也不受螺旋角的限制,設計空間和裕度更大。
北京仁福技貿有限責任公司
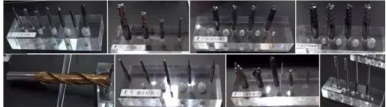
圖30 北京仁福的各種非標銑刀
北京仁福是一家既從事刀具貿易(代理瓦爾特刀具和翰默刀柄),也從事非標刀具制造的企業。
標刀具上主要覆蓋鋁合金加工(圖30)、鈦合金加工(圖30)和不銹鋼加工;既有針對3C行業的一些特殊刀具(圖30)也有其它一些各式各樣的非標銑刀(圖30和四);既有直徑達32mm的整體硬質合金銑刀(圖30),也有小尺寸的微小徑(圖30)刀具。
對客戶需要開發和制造各類銑刀。仁福介紹說,有個案例是客戶銑削的長徑比并不需要常規的標準長度,他們就會縮短刀具長度以增加刀具剛性,從而也提高了刀具的壽命;在這些刀具的各項幾何參數和表面質量上追求與客戶需求相適應的改變,都取得了很好的效果。最小鉆頭直徑已經可以達到0.1mm。
PRO-MICRON GMBH & CO.KG

圖31國Pro-micron公司的SPIKE無線切削狀態測量系統
德國pro-micron公司是一家專注于工業無線解決方案的公司,SPIKE是其無線動態切削力測量系統產品(圖31),它創新性地將傳感器安裝于刀柄上,直接在加工過程中將測量的動態切削力(軸向力,扭矩和彎矩)數據無線實時地傳輸到電腦,獨一無二地用更敏感的彎矩作為切削力主要指標,并用專利的極坐標圖形來表現彎矩的實時變化,可以直觀看到每個切削刃的實時狀態。
配套功能強大的軟件不僅采集,儲存數據,還可將采集的切削力數據進行各種對比分析,快捷創建直觀的分析報告,基于此進行離線分析,過程優化,程序優化,切削參數優化,預測和優化刀具壽命等,高級版可以實現與機床系統集成,用spike_kpi進行在線分析和監測,實現自動換刀和停機。
偌大的CIMES2018,令人目不暇接,在展海拾貝,只能掛一漏萬。CIMES愿與您一路同行,共同努力,為中國機床的夢想成真,繪上重彩一筆,把更好的展品及服務奉獻給CIMES2020。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

