


大模數圓錐齒輪加工方法的研究與應用
2020-4-23 來源:四川工程職業技術學院 四川省高溫合金切削 作者:嚴輝容,朱留憲,李興慧
摘要:大模數圓錐齒輪的加工成本很高,一般在專用機床上加工。為使該齒輪具有更加廣泛的加工普適性,能夠在普通銑床上加工,設計了一種加工工裝,使齒輪加工時的裝夾變得簡單,并提高了加工效率,保證了零件的精度,具有很好的經濟適用性。
關鍵詞:大模數;圓錐齒輪;工裝;普通銑床
0 引言
圓錐齒輪是傳遞相交軸間運動和動力必不可少的零部件,由于直齒錐齒輪在設計和制造上相對于斜齒和曲線齒圓錐齒輪要簡單得多,實際生產中應用非常廣泛[1],在工程、電力、礦山、軍工等領域大量使用。
模數大于等于 18 mm 的齒輪,一般稱為大模數齒輪。大模數齒輪的特點是結構尺寸大、承載能力強,但模數越大,齒輪的加工難度越大[2]。圓錐齒輪一般在錐齒刨等專門機床上加工,在缺少錐齒輪專用機床的情況下,可在銑床上用錐齒輪銑刀加工,其采用的是成形刀具和分度裝置在銑床上進行加工[3],但是材料成本和加工成本都很高。目前在工廠中,經常使用鑄齒、刨齒、滾齒或數控加工等方法進行加工,對于精度要求高的,一般是在刨齒機、滾齒機上用展成法加工,或者采用數控加工中心加工,對于低精度的齒輪,一般采用鑄齒或刨齒的方法,但鑄齒的精度太低,刨齒完全靠劃線來保證分齒的均勻性和齒形的準確度,加工效率很低[4]。除了直齒圓錐齒輪的加工面臨上述問題外,其他類型的齒輪加工也有同樣的問題。
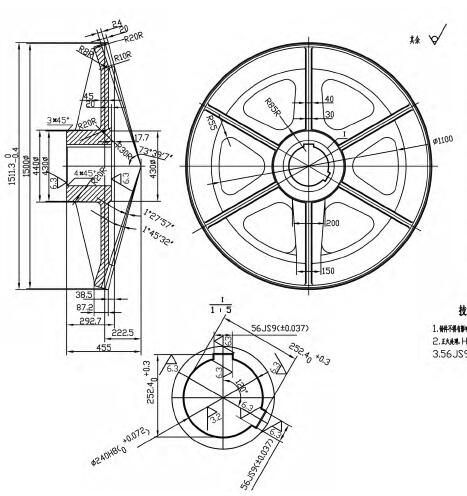
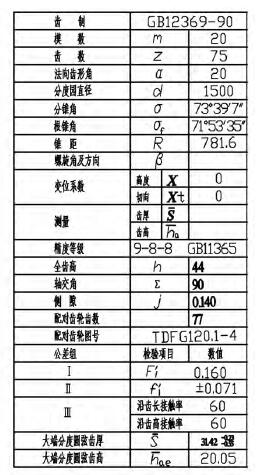
圖1 大模數圓錐齒輪
圖1所示的模數為20 mm的直齒圓錐齒輪,是一種在工程、礦山上廣泛使用的齒輪。由于超大模數齒輪的齒寬較長,常用的輪廓銑加工方法所選刀具的長徑比較大,加工效率及齒面粗糙度難以提升[5]。文章針對這種齒輪設計了一種加工工裝,使該零件在加工時裝夾過程變得簡單,并能大幅度提高加工效率,降低生產成本,同時保證了零件的精度,具有很好的經濟適用性。
1、工裝設計
設計的工裝如圖2所示,該齒輪加工工裝有支架、軸承座、活動分度盤、固定分度盤、主軸等主要零部件,其工作原理為:軸承座固定于支架上,用于支撐主軸,固定分度盤和活動分度盤安裝在主軸上,其相對面上有兩組均勻分布的圓孔,起分度的作用,固定分度盤通過螺釘固定于軸承座上,活動分度盤可繞主軸轉動。需要加工的圓錐齒輪固定在主軸上,通過安裝在主軸上的兩盤圓錐滾子軸承,一起轉動,將圓錐齒輪轉動到加工位置后,用圓柱銷將活動分度盤與固定分度盤固定,以確保圓錐齒輪的加工。活動分度盤和固定分度盤上相同位置分別加工一個環形槽,內部裝滿鋼珠,保證分度時活動分度盤轉動順利。一個齒形加工完成后,拔出圓柱銷,松開活動分度盤,將其轉過相應的孔距 (由待加工齒輪的齒數決定),再插入圓柱銷,將固定分度盤和活動分度盤固定在一起,從而實現齒輪的分度。
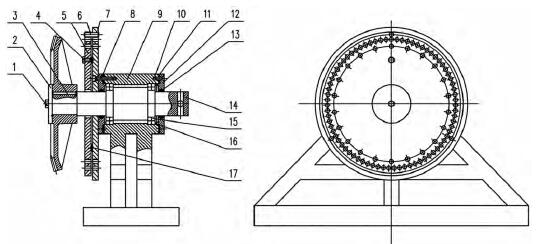
1. 螺釘 2. 軸端擋圈 3. 鍵 4. 螺釘 5. 活動分度盤 6. 圓柱銷 7. 固定
分度盤 8. 螺釘 9. 軸承座 10. 螺釘 11. 墊片 12. 端蓋 13. 密封圈
14. 主軸 15. 圓錐滾子軸承 16. 調整環 17. 鋼珠
圖2 工裝圖
在加工過程中,齒輪的受力情況是這樣的:在直齒圓錐齒輪齒廓曲面上施加一個法向作用力Fn,可將其近似認為是作用在平均分度圓直徑dm上的一個集中力。法向力Fn可分解成互相垂直的三個力:圓周力Ft、徑向力Fr和軸向力Fa,如圖3所示。
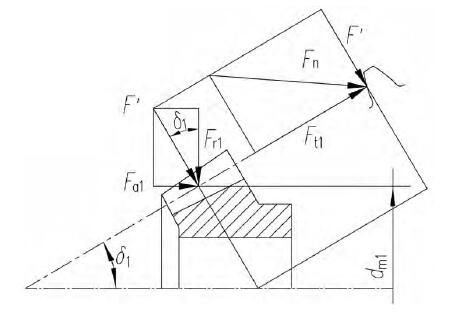
圖3 直齒錐齒輪受力圖
圓周力Ft、徑向力Fr和軸向力Fa的大小用下面的公式進行計算:
由公式可知,分錐角δ1越大,則圓周力Ft1和軸向力Fa就越大,在加工圓錐齒輪時,夾具和機床上承受的切削力也就越大,此工裝的使用,可以分擔一部分的切削力,從而很好地保護了機床和夾具。
由于采用了上述技術方案,充分考慮了大模數圓錐齒輪的加工特點,工裝構思巧妙,結構合理,使得零件裝夾過程變得簡單,且裝夾穩固可靠,能有效的提高加工效率并保證加工質量。
2、動力學分析
2.1建立實體模型
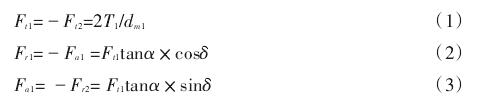
UG 是交互式 CAD/CAM 系統,它可以輕松實現各種復雜實體及造型的建構。使用 UG8.0 軟件建立刀具,如圖 4所示。
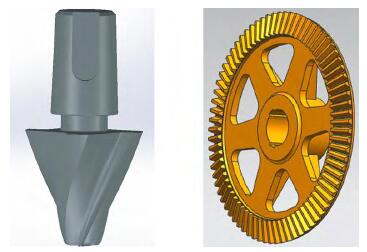
圖4 刀具模型 圖5 大模數圓錐齒輪模型
由于圓錐齒輪輪齒兩端的模數不同,齒形的尺寸沿錐軸的方向是變化的,因此,在建立齒輪的三維模型時,圓錐齒輪的大端齒形面輪廓采用底半徑約等于 4 個模數m 的圓弧構造,即可以取兩個半徑 r=4 m,圓心相距1.5 r (即 6 m) 的圓弧得到齒廓的近似形狀,兩個半徑r=4 m,圓心相距1. 5 r (即6 m) 的圓弧得到齒廓的近似形狀[6],如圖5所示。
2.2 動力學分析
有限元技術和計算機技術的快速發展,使得利用數值模擬方法來研究切削加工過程以及各種參數之間的關系成為可能。這些模擬仿真結果形象、直觀,對實踐有較高的指導價值,不但可以深入地了解切削加工過程中影響加工質量的各種因素的變化規律,而且能進一步地了解金屬切削機理[7]。
建立齒輪的有限元模型時,由于齒輪尺寸及重量較大,為縮短仿真時間,將齒輪按比例縮小,為提高分析速度,在保證刀具形狀和零件質量分布的情況下,將工件形狀簡化,只取用齒輪的八分之一,并省略了一些加工工藝結構,如倒角、圓角等,如圖6所示。

圖6 用于仿真的18齒輪模型
在仿真過程中,按照工程實際中的加工狀態,將在零件上施加相應的切削力,選擇不同加工工藝參數:主軸轉速和工作臺進給速度,可以得出仿真曲線及切削力的峰值如下所示。
表1 不同切削參數下的切削力(主軸轉速n=200 r/min)
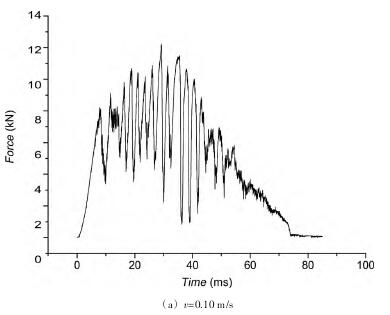
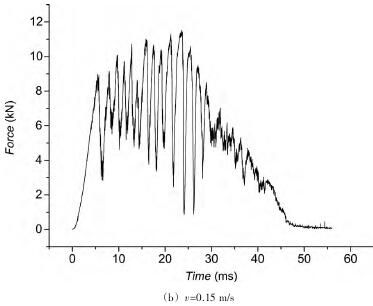
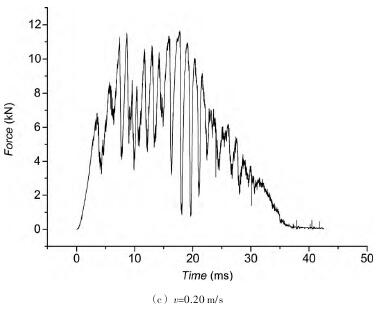
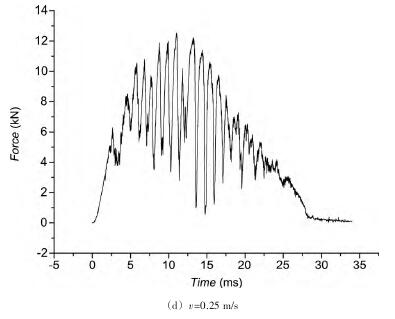
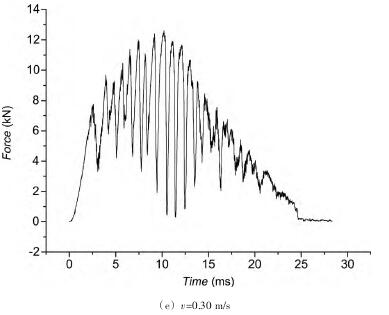
圖7 n=200 r/min的切削力曲線
由上面圖表及曲線可知,當主軸轉速為 200 r/min 時,工作臺進給速度在0.30 m/s,以及當工作臺速度為0.20 m/s時,主軸轉速為120 r/min,這兩種工藝參數下,工裝所承受的力值曲線滿足正態分布,力值變化平緩,曲線上沒有突變,可以認為是較好的工作狀態。
表2 不同切削參數下的切削力 (工作臺進給速度為v=0.20 m/s)

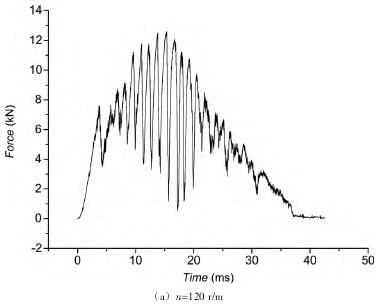
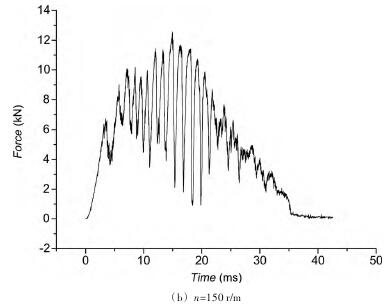
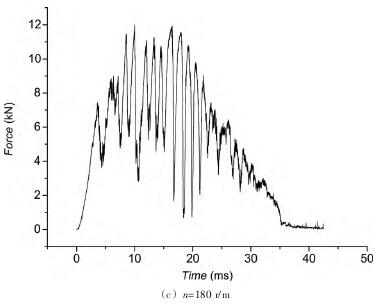
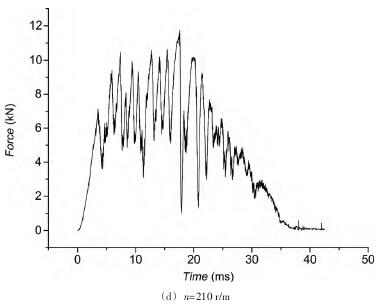
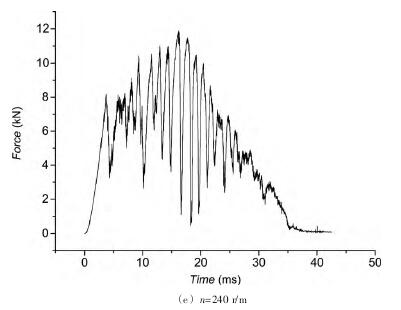
圖8 v=0.20 m/s的切削力曲線
3、使用效果
該大模數圓錐齒輪加工工裝加工完成后,在工廠投入使用,有以下優越之處:
(1) 安裝方便:大模數的圓錐齒輪加工時,安裝找正比較困難,本工裝通過兩個分度盤上定位凸臺、凹槽的配合,解決了找正困難的問題;
(2) 分度容易:轉動轉軸,則圓錐齒輪隨之轉動,使活動分度盤的定位孔對準固定分度盤的定位孔,將圓柱銷插入定位孔中,即可實現輪齒的分度。
(3) 適用范圍廣:固定分度盤和活動分度盤可以很方便地更換 , 以便適應需加工齒輪的模數 、 齒數的變化;
(4) 使用設備方便可得:可用設備有普通臥式鏜床、端面銑床等,具有很強的機床通用性;
(5) 操作技工技術水平要求不高:能夠熟練操作的鏜工和銑工就能完成;
(6) 成本低廉:大模數圓錐齒輪的加工成本只有用刨齒機加工的三分之一;
(7) 效率高:與用刨齒機加工要提高一倍以上。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

