



普通車床提高不銹鋼加工成品率的技巧
2023-1-4 來源:四川省攀鋼(集團)工程技術有限公司 作者:周德華
摘要 : 煉鐵廠煤化區域化產系統多使用的低溫泵系多為多級水泵類,低溫泵軸的精度高,外徑公差小,表面粗糙度要求高。其材質為316L 不銹鋼,是精度高、加工難度高的不銹鋼細長軸,在普通車床切削加工相當困難,在車削過程中很容易報廢。為解決加工中的技術難題,需從以下幾個方面對不銹鋼細長軸加工輔助機具進行改進。
關鍵詞 : 細長軸車削 ; 跟刀架 ; 車床尾部頂針 ; 車刀
煉鐵廠煤化區域化產系統使用的低溫泵系多為多級水泵類,軸的長度 L =1237mm,最大直徑 D = 30mm,L /D = 1237/30 = 41.23,按車工工藝標準軸的長度與直徑之比大于 20 倍以上的稱為細長軸。低溫泵細長軸的精度高(外徑公差 0.02mm,表面粗糙度 1.6μm),并且材質為 316L,此材質難于加工。在普通車床切削加工相當困難,細長軸在車削過程中很容易報廢,為解決加工中的技術難題,經研究傳統加工方法、歷來的經驗,從以下幾個方面對不銹鋼細長軸加工輔助機具進行改進。
1. 不銹鋼材料的車削特性
在機械加工行業中,為了保證車削的質量和提高工作效益,首先應該熟悉和掌握被車削材料的各種性能,以便選擇切削工藝和刀具,不銹鋼材料的車削特征表現是 :
(1)塑性大,韌性高,切削變形大,相應的切削力與切削熱也大。
(2)導熱率低,約為普通鋼的 1/2~1/3,切屑帶走的熱量少,因此車刀的溫度很高,車刀快速損。
(3)粘附性強,車削時切屑在刀尖上容易產生積屑瘤,工件不易獲得較好的表面粗糙度。
(4)加工表面容易產生冷硬現象加劇車刀磨損。由于韌性大,切屑不易折斷與卷曲,容易堵塞切屑流出。
2. 改進方案
針對不銹鋼材料性能與車削加工困難和特點,從以下幾個方面進行改進。
(1)刀具材料選擇。首先選用硬度高,抗粘附性能好,強度好的刀具材料,如 TW1/YW2 硬質合金刀片,有較好的韌性,能承受較大的沖擊力與切削力,而且抗拒粘附性能也較好。

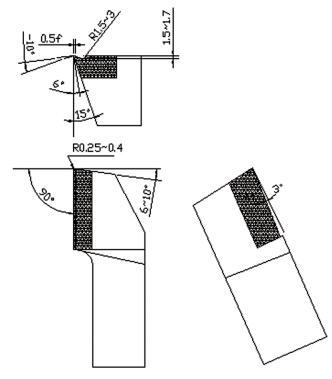
圖 1 車刀角度示意圖
(2)車刀幾何形狀的選擇。加大外圓車刀的前角,車削鋼件車刀的前角為 5° ~8°左右,車削不銹鋼車刀的前角加大約為 10° ~15°,如圖 1所示。前角增大使切屑卷曲產生足夠的容屑空間,使切屑排除流暢。但是為了切削輕快加大了前角,會影響車刀的受力強度。為了增強車刀刃口位置的強度,采取磨有 0.5~0.8mm 的倒棱辦法來補償車刀刃口的強度。
(3)切削速度的選擇。不銹鋼細長軸的剛性差,所以切削速度不能太高,30~60m/min,普通鋼可高一些。
(4)冷卻潤滑劑的選擇。不銹鋼韌性大,難以切削,要選用抗粘附性與散熱性好的冷卻潤滑液,降低切削力,從而提高了切削質量與刀具的使用壽命。
3. 跟刀架的改進
車床跟刀架是徑向支撐旋轉工件的輔助裝置 , 加工時 , 與刀具一起沿工件軸向移動。兩卡爪跟刀架的結構 : 跟刀架(見圖 2)由跟刀架體、調節手柄、固緊螺釘、卡爪組成。跟刀架主要在車削細長軸與長絲桿時使用,跟刀架體是固定在車床大拖板上,跟隨在車刀的后面,車削時工件受到車刀的切削力,工件將產生變形時,跟刀架的卡爪緊貼住工件,起著控制工件變形的作用,從而可以提升工件的形狀精度和表面粗糙度。
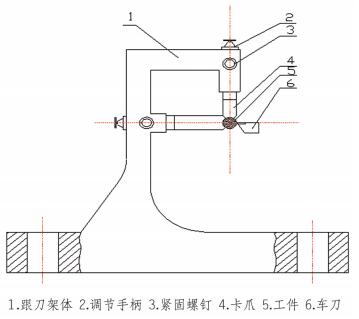
圖 2
常規車床加工使用的跟刀架只有兩個卡爪,從跟刀架的設計原理來看只需兩個卡爪就可以滿足要求,車削時車刀給工件的切削力 P。
工件的表面就貼在跟刀架的兩只卡爪上,但是在車削的過程中,細致觀察手握手柄,感受到工件有振動,分析其原因是 : 工件本身存在向下的重力 Q,工件也免不了有些彎曲。當車削時,工件轉動中由于離心力的作用,工件時而離開卡爪,時而接觸卡爪的現象。這種振動現象對細長軸的加工精度有很大的影響,車出來的軸產生竹節形兩頭大小不一致,還形成錐度的外圓表面光潔度較差,因而車出來的軸不能使用,只好報廢。
為了解決工件的振動現象,需對跟刀架進行改進。把原來的兩卡爪跟刀架改為三卡爪跟刀架,如圖 3 所示。
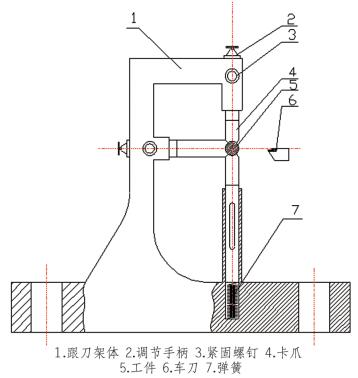
圖 3
使用改進后的三卡爪跟刀架車削時,上下左三個方向受到三個卡爪的控制,右方向有車刀抵住,這樣工件在上下左右都不能振動,消除了工件振動現象,使細長軸能穩定順利地進行車削加工,加工精度表面粗糙度與錐度誤差基本上能達到圖紙上標注的技術要求,加工件的成品率達100%。
4. 車床尾部頂針的改進
在車削加工細長軸時,細長軸本身剛性較差,車削時如果裝夾不當,很容易因切削力及重力作用而彎曲變形,產生振動,從而使精度降低,表面粗糙度變差。所以需對車床尾部頂針進行必要的改進。
頂針是車削軸類工件特別是車細長軸時不可缺少的部件,安裝在車床尾架上。頂針的作用是在夾緊工件時,從車床尾部將工件頂住一端,以便實現車削工藝。
普通頂針在軸線方面從車床尾部將工件頂住固定后,沒有伸縮調整的余地,在車削過程中由于工件受熱產生熱變形伸長,根據熱變形伸長公式 :
L =alt
式中,L 為工件熱變形伸長量(mm);a 為材料熱膨脹系數,鋼 a =11.50×10;l 為工件的總長度(mm);t 為工件升高的溫度。
從上述公式中可以看出伸長量與工件的長度,工件熱膨脹系數與工件的溫升有關。在車削加工短軸類零件由于熱變形伸長量小,工件剛度不易變形彎曲,可以不必考慮。但是車削加工細長軸零件時,由于工件長度大,熱變形伸長量大,剛度低。如果頂針固定后沒有伸縮調整的余地,工件就會被頂彎,車削加工就很難進行,也容易出廢品。為此將普通頂針改進為彈簧頂針(如圖4 所示)。
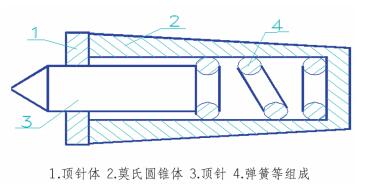
圖 4
改進后的彈簧頂針的結構由頂針體、莫氏圓錐體(與車床尾部架套筒相配合)、頂針、彈簧等組成。
使用改進后的頂針在車削過程中,當工件受熱變形時,工件推動頂針彈簧被壓縮補償了工件的伸長量,這樣就不會頂彎,從而保證了車削加工的順利進行。
5. 結語
經過生產實踐證明,通過跟刀架與車床尾部頂針的改進,有效地解決了不銹鋼細長軸車削時的振動現象,補償了熱變形伸長量,有效地控制了細長軸的彎曲度,保證了車削加工的順利進行。
通過車刀的材質與幾何形狀的改進,以及切削速度與冷卻潤滑液的合理選擇,使切削輕快。使用大前角車刀適用于不銹鋼細長軸的粗車與半精車,比原來提高功效 3 倍左右,車削加工非常順利,提高了加工質量與效率,延長刀具使用壽命,工件尺寸精度與表面光潔度能達到技術要求。
在數控技術橫行的時代,普通機床在制造行業也是必不可缺的,世界流行的各大名車、名表都還保留著傳統的純手工制作。謹以此文為廣大同行借鑒交流,筆者水平有限如有不當之處還敬請批評和指正。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

